
I got reminded by Mike that this year marks the 51st anniversary of the Norman supercharged Elfin, operated by Andrew Mustard and Mike McInerney setting the following Australian national records:
• the flying start kilometre record (16.21s, 138mph),
• the flying start mile record (26.32s, 137mph), and
• the standing start mile record (34.03s, 106mph).
The vehicle falls into the FIA Category A Group I class 6, with the record set at Salisbury, South Australia on October 11th, 1964. These records stand in perpetuity (i.e. they can no longer be challenged under CAMS rules).
This October long weekend also marks the 50th anniversary of Mike’s attempt (in twin-Norman supercharged guise) to pursue the standing ¼ mile, standing 400m and flying kilometre records (October 1965). Sadly, the twin-Norman supercharged Elfin no longer holds those records, as the ¼ mile and flying kilometre (together with a few more records) were set at this time by Alex Smith in a Valano Special.
Happy Golden Jubilee, Mr McInerney.
Regards,
Harv
Harv's Norman supercharger thread
Re: Harv's Norman supercharger thread
327 Chev EK wagon, original EK ute for Number 1 Daughter, an FB sedan meth monster project and a BB/MD grey motored FED.
Re: Harv's Norman supercharger thread
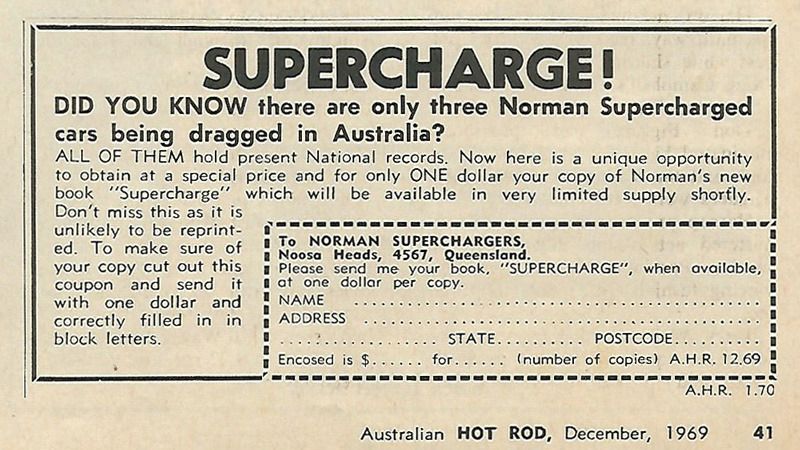
A cool advertisement from Australian Hot Rod of December 1969 (with thanks to Alex):
Cheers,
Harv

Cheers,
Harv
327 Chev EK wagon, original EK ute for Number 1 Daughter, an FB sedan meth monster project and a BB/MD grey motored FED.
Re: Harv's Norman supercharger thread
Ladies and gents,
This post has some photos of the overhaul I recently completed for Gary’s 350 Norman.
The Norman was originally running a suck-through 2” SU on some form of cross-flow four cylinder engine… probably BMW. It’s been stripped down and rebuilt. Overall in excellent shape, though the vanes showed delamination and were replaced with new F57 ones, and one vane spring had fractured (all vane springs replaced with Inconel). I understand this one is going back into storage for the time being… if one of you guys distracts Gary long enough, I’ll bolt it to a red motor
There were quite a few learnings along the way, some of which I’ve posted here. I’ll comb through the notes I wrote for Gary and post a few more of the learnings over the next week or so.





Cold air intake… big enough to swallow a pigeon:

Mad Max meets Mike Norman… if you see this in your rear view mirror, be afraid… very afraid:
Cheers,
Harv (deputy apprentice Norman supercharger fiddler)
This post has some photos of the overhaul I recently completed for Gary’s 350 Norman.
The Norman was originally running a suck-through 2” SU on some form of cross-flow four cylinder engine… probably BMW. It’s been stripped down and rebuilt. Overall in excellent shape, though the vanes showed delamination and were replaced with new F57 ones, and one vane spring had fractured (all vane springs replaced with Inconel). I understand this one is going back into storage for the time being… if one of you guys distracts Gary long enough, I’ll bolt it to a red motor
There were quite a few learnings along the way, some of which I’ve posted here. I’ll comb through the notes I wrote for Gary and post a few more of the learnings over the next week or so.









Cold air intake… big enough to swallow a pigeon:

Mad Max meets Mike Norman… if you see this in your rear view mirror, be afraid… very afraid:

Cheers,
Harv (deputy apprentice Norman supercharger fiddler)
327 Chev EK wagon, original EK ute for Number 1 Daughter, an FB sedan meth monster project and a BB/MD grey motored FED.
Re: Harv's Norman supercharger thread
Ladies and Gents,
As I was overhauling Gary’s 350 Norman, I took detailed notes and photos to send to him. I’ve finally had some time to trawl back through my notes and pull out some of the learnings. The post below covers them, albeit in no particular order.
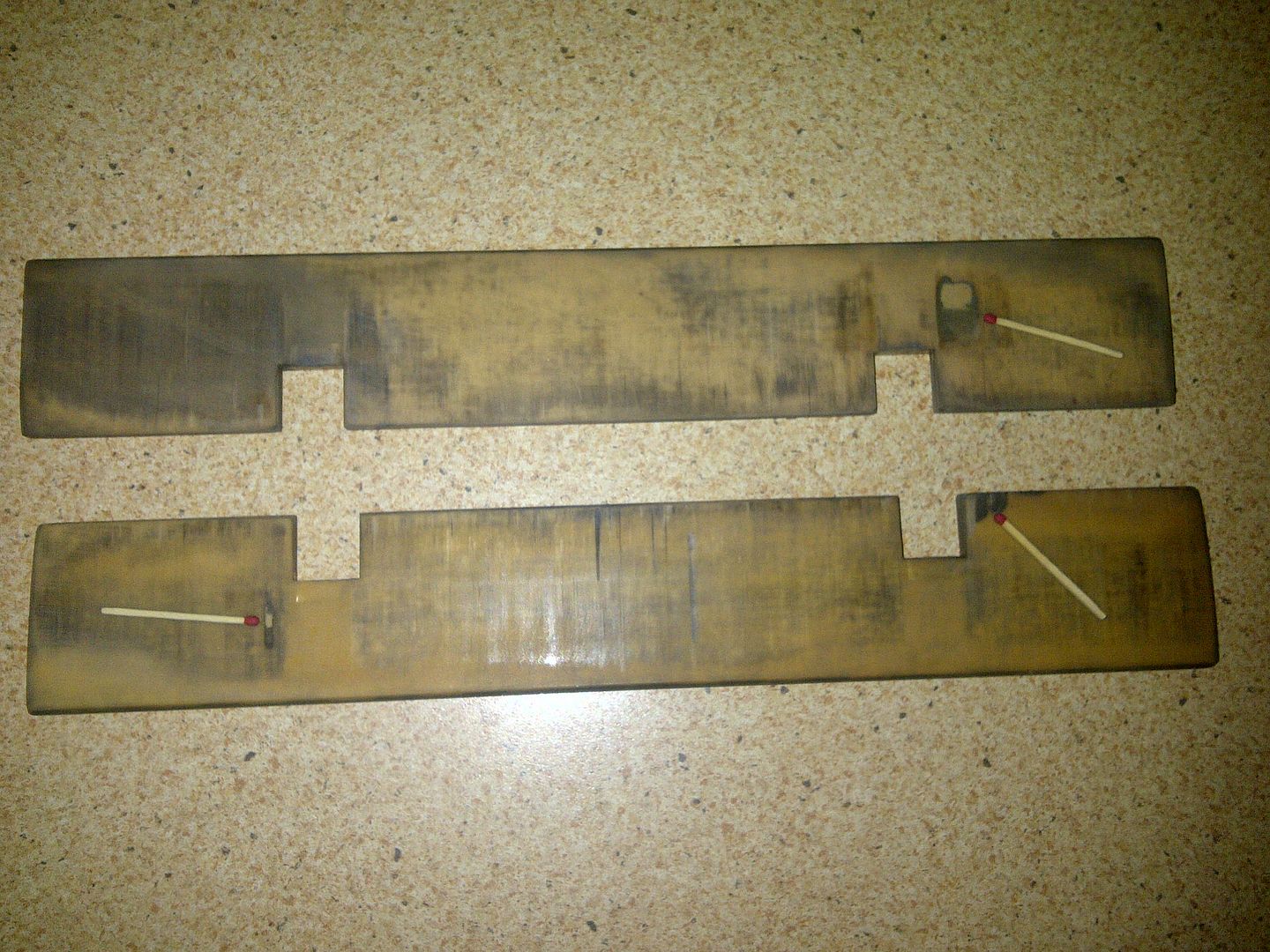
When the original vanes were pulled from the Norman, it was apparent that they had started to suffer from delamination. The photo below shows two of the vanes, with the delaminations highlighted by the match heads.
For replacement vanes, I got hold of some F57 (a Bakelite replacement which we have discussed before). The photo below (from top to bottom) shows the original Norman vane, an F57 vane cut to size, the F57 vane blank and a Bakelite vane blank.

Note that I now have a stockpile of both F57 and Bakelite vane blanks. They are large enough that they will suit all Normans, with the exception of the Type 270, Type 265 and perhaps Type 90 (never had one of these three apart). If anyone wants some, give me a yell. I also have the replacement Inconel valve springs that prevent spring shattering.
I started by cutting them the F57 blank length (see diagram), going slightly oversized.
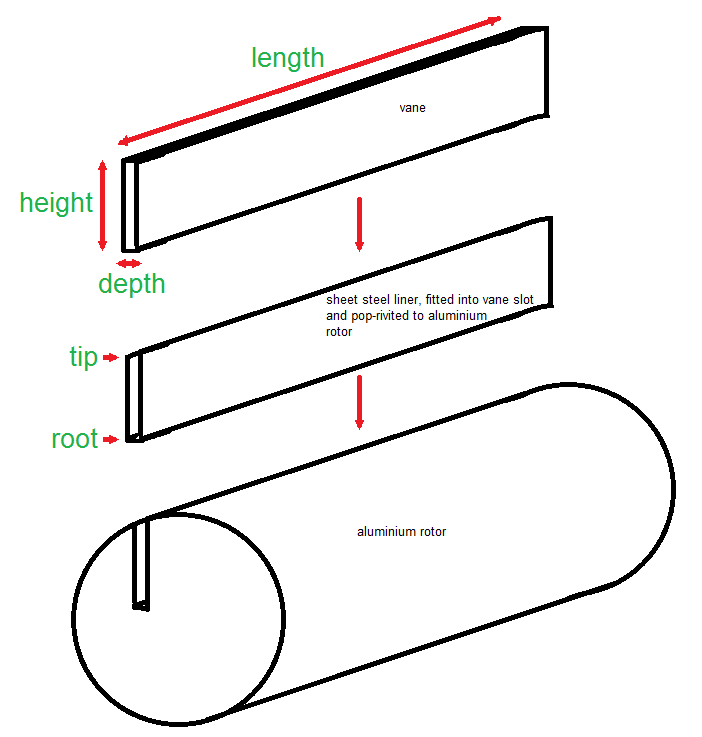
This is a short length of cut, and easy to do with a hacksaw. The length needs to be then lapped down so that the vanes are exactly as long as the rotor. I held off lapping until the vanes were trimmed for depth. The next cut I needed to make was for height. This is a looooong cut, and a hacksaw would give a very wobbly finish. This needs to be fairly straight, as it provides a flat scraping/sealing surface against the casing wall. To do this, I put the angle grinder into a drop-saw jig, and set up a fence to run the vane along. This gives a nice, parallel and neat cut.

The final "cut" I needed to make was for depth. This is done by lapping the vanes down on lapping plates, aiming for a flop fit in the rotor. I’ve made up the lapping tool to do so (see drawing) out of some angle iron.
The superchargers made by Mike Norman have steel liners pressed into the vane slots and riveted in place. Interestingly (…maybe frustratingly), the resultant vane liner slot is nowhere near parallel. The root of the slot is narrower, whilst the drive end overall depth is narrower than the non-drive end. This makes the lapping a fun process – as the vane is rubbed against the lapping plate, you need to bear down slightly harder on the areas that need to be less deep. I was lapping with 80 grit paper, and spent quite some time on just one vane – the Kevlar reinforcing is softer than the sandpaper, but still resistant to being abraded. In the end, I went back to P40 paper, then smoothed out with finer grades.
Having got the vanes sized correctly, I lapped down the length dimension - fit to rotor, check how much the vane hangs out, lap it down, repeat... a lot. With the dimensions finalised, I cut the spring notches and ground the relief grooves on the back of all three, using a diegrinder then flat file. The relief grooves are oriented on the downstream (low pressure) side of the vane. This configuration allows the vane slot root to vent. As the vanes operate in an oil film, there is a chance that the vanes form a seal in the vane slot, and either draw a vacuum at the vane root when sliding out, or build pressure at the vane root when sliding in. The grooves allow the vane root to vent, preventing the vane sealing with oil and not being able to rise/fall in the vane slot. An alternative way would have been to machine the relief grooves on the upstream (high pressure) side of the vane. The theory in that type of location is that higher pressure air/fuel can get under the vane and lift it, increasing vane seating pressure and getting a better seal. I have not seen this configuration put into place in Norman superchargers, but have heard of it being done for some Wray superchargers. The finished vanes are shown in the image below, along with the original Norman vanes.

Another lesson learnt on the 350 Norman relates to the end-plate gaskets. None of the Normans made by Mike Norman that I have pulled apart have had these gaskets (whilst Eldred’d did). The gaskets seal the end plates to the casing. They also provide a means of setting non-drive end clearance, by varying gasket thickness. In the case of Gary’s 250 Norman, the non-drive end clearance was sufficient that gasekts were not required to increase clearance. To seal the end plates to the casing, I used a thin bead of sealant in the groove that exists for exactly that purpose (even if we used gaskets, I would still add the sealant). This is very different to Eldred’s Normans, which have no groove and needs some form of gasket to seal. I used a fine bead of Permatex Ultra Black sealant in the sealing groove. This is a highly flexible oil resistant sealant, good for up to 260°C (intermittent) service.

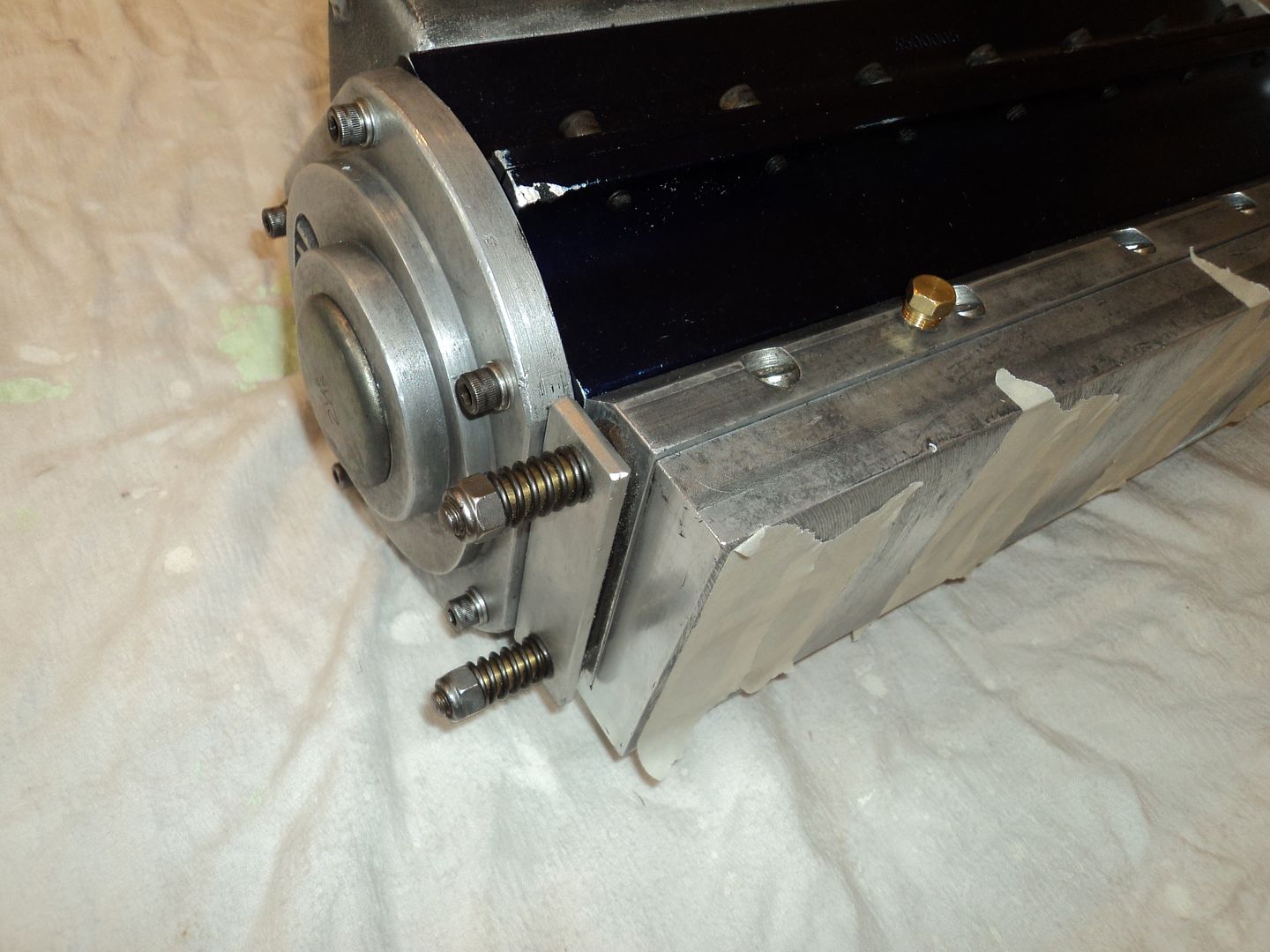
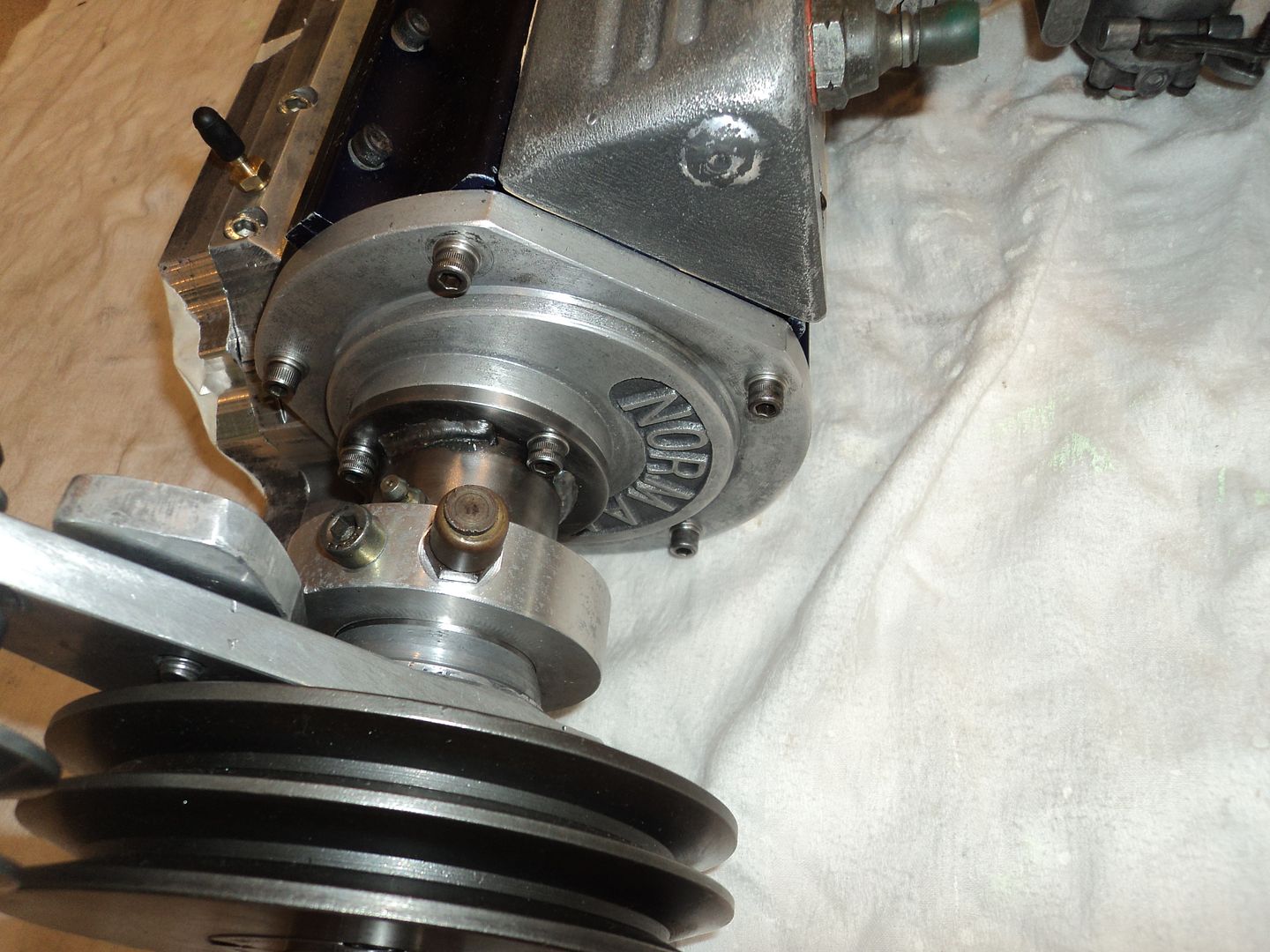
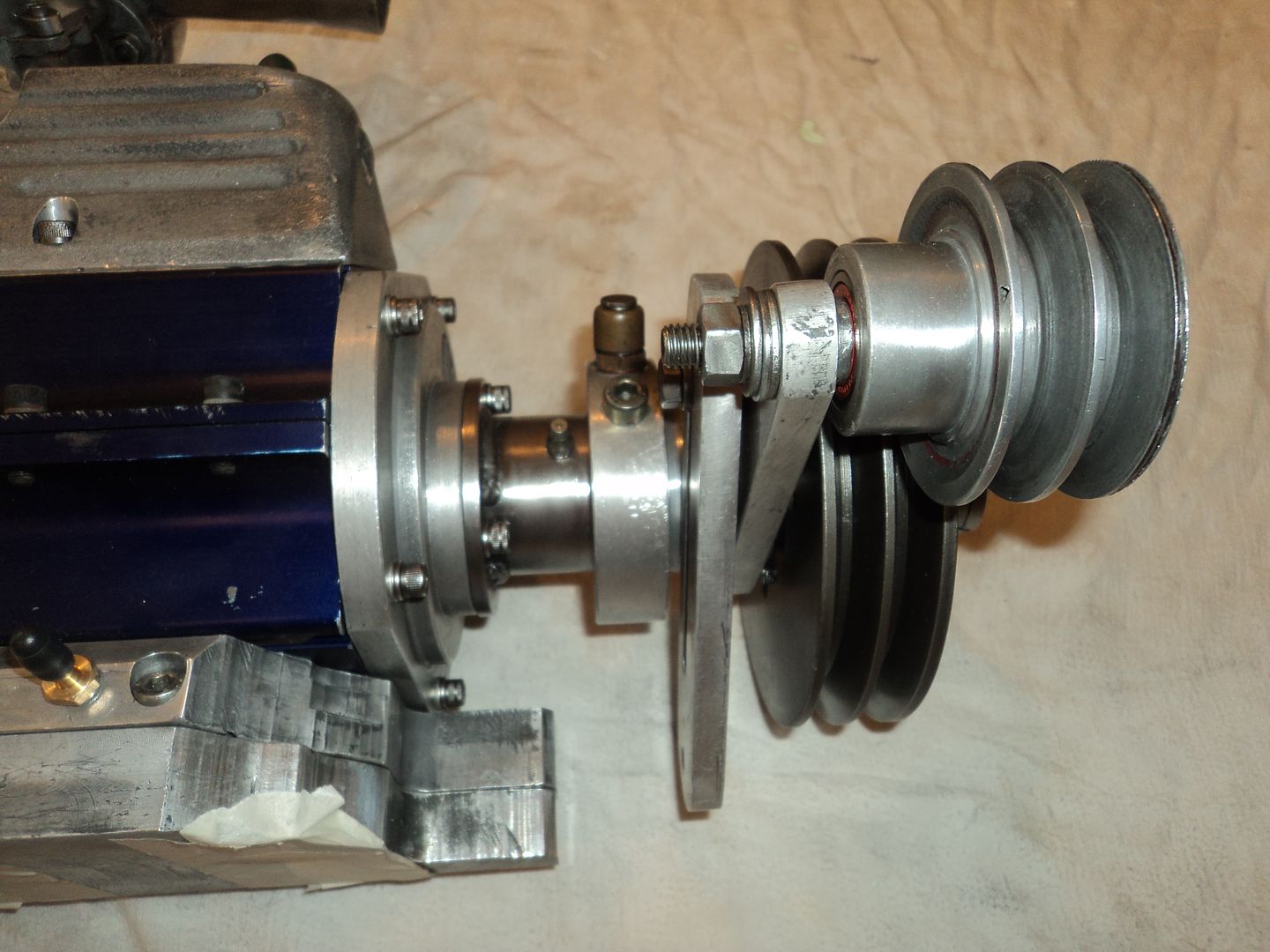
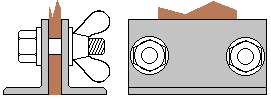
In some of Mike’s Normans a long drive shaft was ordered by the customer. This allows the supercharger to be mounted further back along the engine and still line up with the crank pulley. The longer drive shafts were fitted with a support assembly, indicated by the arrow in the diagram below:

The shaft support assembly fits over the drive shaft between the end plate and the driven pulley, and is fastened onto the end plate by set screws. The intent of the shaft support is to provide a location for the belt tensioner to mount – the photo above shows the belt tensioner clamped in place over the tensioner. The drive shaft spins, but the shaft support remains static, with the belt tensioner clamped over it. In the image above, to the left of the red arrow
The image below shows Gary’s shaft support.

From left to right on the newspaper:
a) A mild-steel ring. One side pushes up against the supercharger drive-end bearing, the other is pushed on by the inboard shaft support assembly bearing.
b) The inboard shaft support assembly bearing. This allows the shaft to spin whilst the idler pulley arm remains static.
c) A long mild-steel spacer. One side pushes up against the inboard shaft support assembly bearing, the other side is pushed on by the outboard shaft support assembly bearing. Notice that above this spacer in the photo is the shaft support itself. It runs on the outside of the bearings, with the long mild-steel spacer running inside it.
d) The outboard shaft support assembly bearing.
e) A second mild-steel spacer. One side pushes up against the outboard shaft support assembly bearing, the other side pushes up against the drive pulley hub.
f) The greaser seal. This is designed to keep grease inside the shaft support.
g) The drive pulley hub. One side pushes up against the second mild-steel spacer, the other is held in place by the jam nuts. The drive pulley hub mounts the drive pulley.
h) The jam nuts. These push the whole assembly together and are installed on the end of the supercharger shaft thread. Note that these are castellated nuts, and need a hook-spanner to get them off.
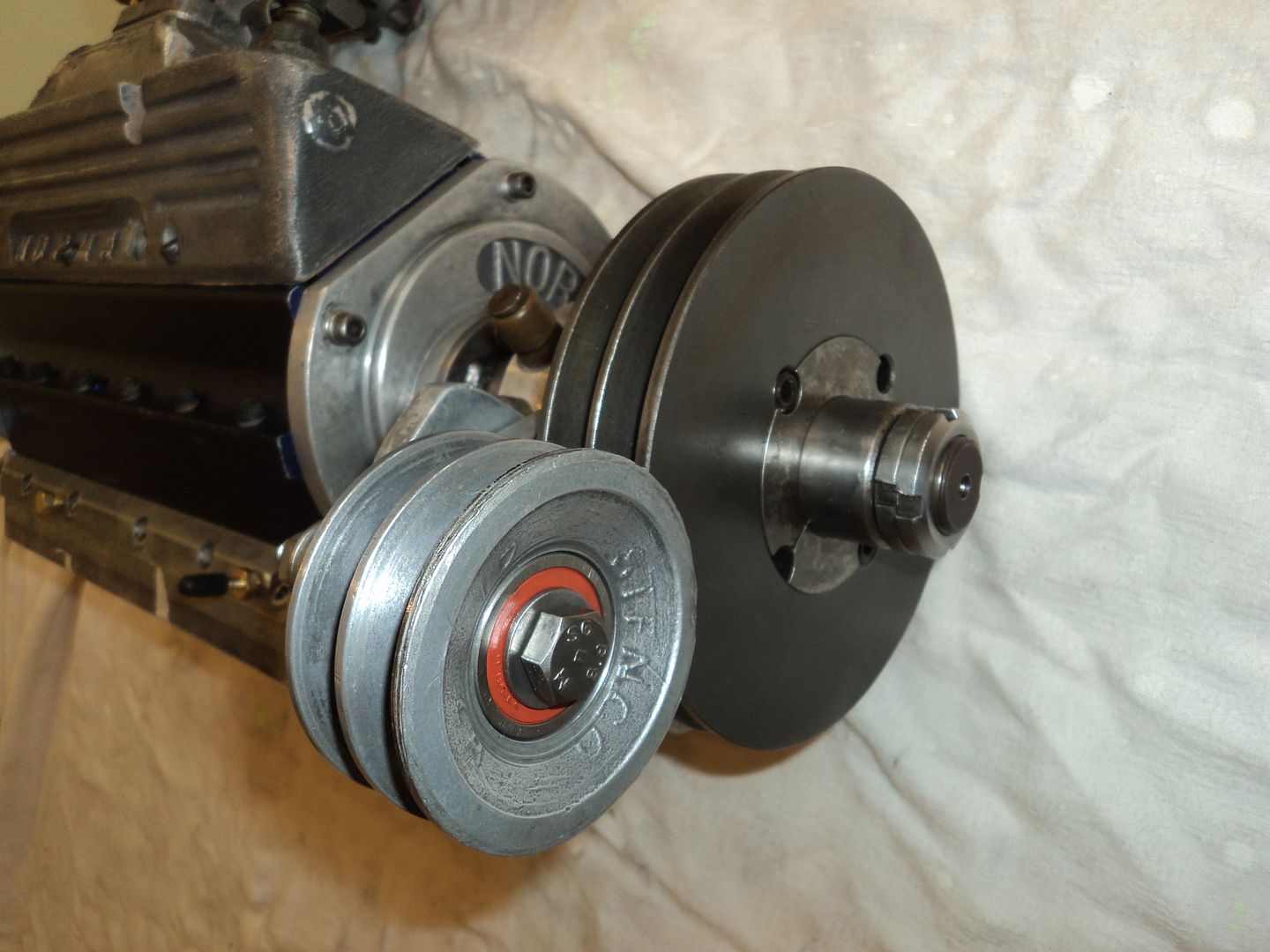
The shaft support has a grease nipple fitted to it (in the little hole in the photo above, though absent from the photo). It also has a grease relief valve, fitted into an aluminium grease ring that slides over the shaft support. The grease ring is sealed to the shaft support by o-rings, and is fed grease from the shaft support through the big hole in the photo above. The basic lineup (without any shaft spacers) is shown below:
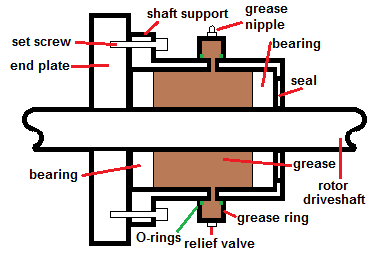
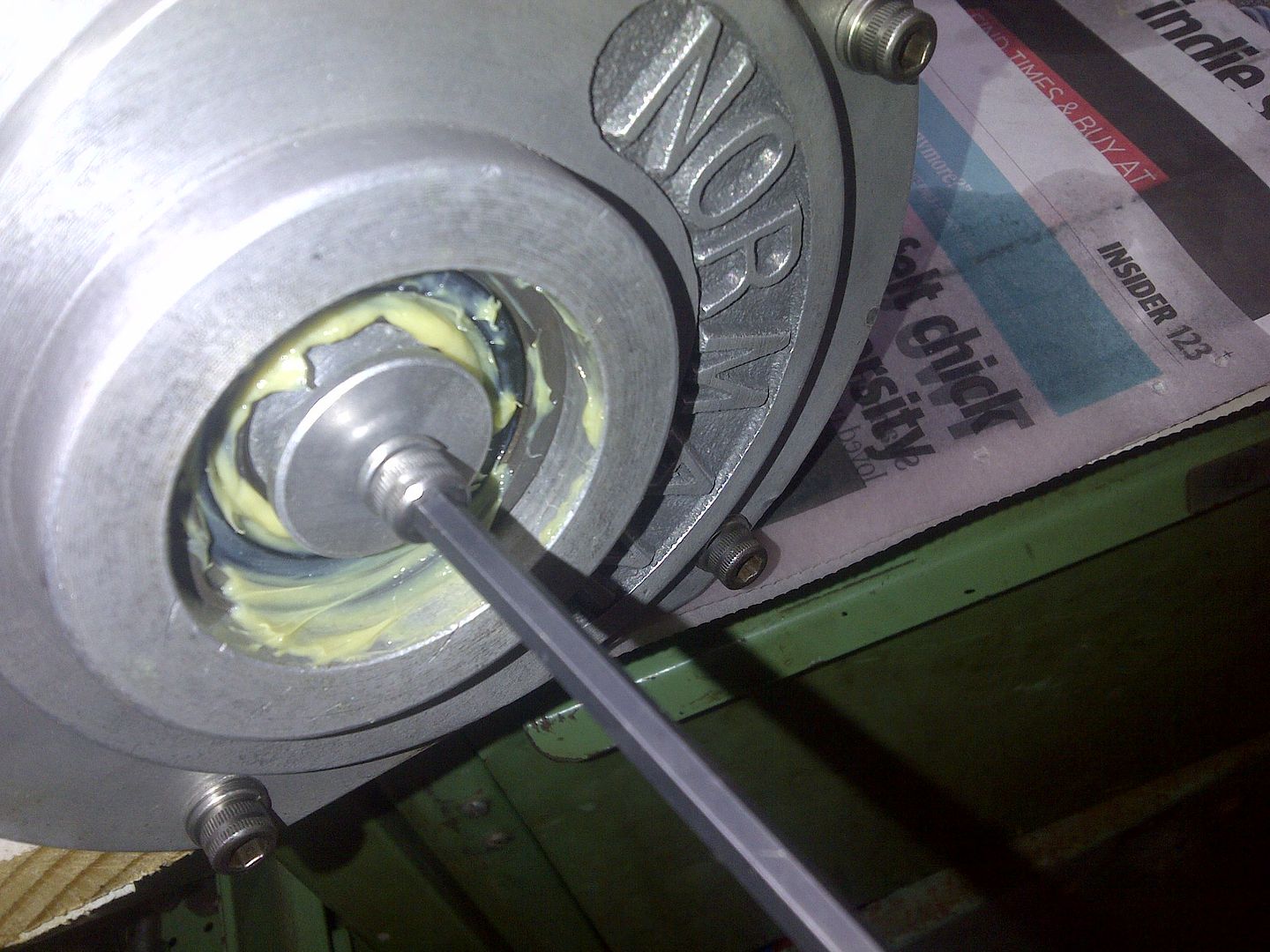
The intent is to pump grease into the annulus between the long mild-steel spacer and the shaft support – where my finger is sitting in the photo below.

The grease then runs left and right along the shaft, and into the inboard and outboard bearings – where those orange bits are in the photo above. Any excess grease pressure then vents out the grease relief valve. This prevents the grease gun from pressuring up the annulus, and bending the crap out of the bearing inner races (bear in mind that a grease gun can exert incredible hydraulic pressure… 15,000psi). Note that this only greases the shaft support bearings, not the supercharger bearings. Of note, the modern bearings I have fitted to Gary’s Norman are sealed. In the photos above, you can see orange rings on the bearings. These sealing rings keep grit and crap out, and the bearing grease (installed at the bearing factory) permanently in. This means that there is no need for regreasing, and that the shaft support grease nipple and relief valve are redundant.
Cheers,
Harv (deputy apprentice Norman supercharger fiddler).
As I was overhauling Gary’s 350 Norman, I took detailed notes and photos to send to him. I’ve finally had some time to trawl back through my notes and pull out some of the learnings. The post below covers them, albeit in no particular order.
When the original vanes were pulled from the Norman, it was apparent that they had started to suffer from delamination. The photo below shows two of the vanes, with the delaminations highlighted by the match heads.

For replacement vanes, I got hold of some F57 (a Bakelite replacement which we have discussed before). The photo below (from top to bottom) shows the original Norman vane, an F57 vane cut to size, the F57 vane blank and a Bakelite vane blank.

Note that I now have a stockpile of both F57 and Bakelite vane blanks. They are large enough that they will suit all Normans, with the exception of the Type 270, Type 265 and perhaps Type 90 (never had one of these three apart). If anyone wants some, give me a yell. I also have the replacement Inconel valve springs that prevent spring shattering.
I started by cutting them the F57 blank length (see diagram), going slightly oversized.

This is a short length of cut, and easy to do with a hacksaw. The length needs to be then lapped down so that the vanes are exactly as long as the rotor. I held off lapping until the vanes were trimmed for depth. The next cut I needed to make was for height. This is a looooong cut, and a hacksaw would give a very wobbly finish. This needs to be fairly straight, as it provides a flat scraping/sealing surface against the casing wall. To do this, I put the angle grinder into a drop-saw jig, and set up a fence to run the vane along. This gives a nice, parallel and neat cut.

The final "cut" I needed to make was for depth. This is done by lapping the vanes down on lapping plates, aiming for a flop fit in the rotor. I’ve made up the lapping tool to do so (see drawing) out of some angle iron.

The superchargers made by Mike Norman have steel liners pressed into the vane slots and riveted in place. Interestingly (…maybe frustratingly), the resultant vane liner slot is nowhere near parallel. The root of the slot is narrower, whilst the drive end overall depth is narrower than the non-drive end. This makes the lapping a fun process – as the vane is rubbed against the lapping plate, you need to bear down slightly harder on the areas that need to be less deep. I was lapping with 80 grit paper, and spent quite some time on just one vane – the Kevlar reinforcing is softer than the sandpaper, but still resistant to being abraded. In the end, I went back to P40 paper, then smoothed out with finer grades.
Having got the vanes sized correctly, I lapped down the length dimension - fit to rotor, check how much the vane hangs out, lap it down, repeat... a lot. With the dimensions finalised, I cut the spring notches and ground the relief grooves on the back of all three, using a diegrinder then flat file. The relief grooves are oriented on the downstream (low pressure) side of the vane. This configuration allows the vane slot root to vent. As the vanes operate in an oil film, there is a chance that the vanes form a seal in the vane slot, and either draw a vacuum at the vane root when sliding out, or build pressure at the vane root when sliding in. The grooves allow the vane root to vent, preventing the vane sealing with oil and not being able to rise/fall in the vane slot. An alternative way would have been to machine the relief grooves on the upstream (high pressure) side of the vane. The theory in that type of location is that higher pressure air/fuel can get under the vane and lift it, increasing vane seating pressure and getting a better seal. I have not seen this configuration put into place in Norman superchargers, but have heard of it being done for some Wray superchargers. The finished vanes are shown in the image below, along with the original Norman vanes.

Another lesson learnt on the 350 Norman relates to the end-plate gaskets. None of the Normans made by Mike Norman that I have pulled apart have had these gaskets (whilst Eldred’d did). The gaskets seal the end plates to the casing. They also provide a means of setting non-drive end clearance, by varying gasket thickness. In the case of Gary’s 250 Norman, the non-drive end clearance was sufficient that gasekts were not required to increase clearance. To seal the end plates to the casing, I used a thin bead of sealant in the groove that exists for exactly that purpose (even if we used gaskets, I would still add the sealant). This is very different to Eldred’s Normans, which have no groove and needs some form of gasket to seal. I used a fine bead of Permatex Ultra Black sealant in the sealing groove. This is a highly flexible oil resistant sealant, good for up to 260°C (intermittent) service.

In some of Mike’s Normans a long drive shaft was ordered by the customer. This allows the supercharger to be mounted further back along the engine and still line up with the crank pulley. The longer drive shafts were fitted with a support assembly, indicated by the arrow in the diagram below:

The shaft support assembly fits over the drive shaft between the end plate and the driven pulley, and is fastened onto the end plate by set screws. The intent of the shaft support is to provide a location for the belt tensioner to mount – the photo above shows the belt tensioner clamped in place over the tensioner. The drive shaft spins, but the shaft support remains static, with the belt tensioner clamped over it. In the image above, to the left of the red arrow
The image below shows Gary’s shaft support.

From left to right on the newspaper:
a) A mild-steel ring. One side pushes up against the supercharger drive-end bearing, the other is pushed on by the inboard shaft support assembly bearing.
b) The inboard shaft support assembly bearing. This allows the shaft to spin whilst the idler pulley arm remains static.
c) A long mild-steel spacer. One side pushes up against the inboard shaft support assembly bearing, the other side is pushed on by the outboard shaft support assembly bearing. Notice that above this spacer in the photo is the shaft support itself. It runs on the outside of the bearings, with the long mild-steel spacer running inside it.
d) The outboard shaft support assembly bearing.
e) A second mild-steel spacer. One side pushes up against the outboard shaft support assembly bearing, the other side pushes up against the drive pulley hub.
f) The greaser seal. This is designed to keep grease inside the shaft support.
g) The drive pulley hub. One side pushes up against the second mild-steel spacer, the other is held in place by the jam nuts. The drive pulley hub mounts the drive pulley.
h) The jam nuts. These push the whole assembly together and are installed on the end of the supercharger shaft thread. Note that these are castellated nuts, and need a hook-spanner to get them off.
The shaft support has a grease nipple fitted to it (in the little hole in the photo above, though absent from the photo). It also has a grease relief valve, fitted into an aluminium grease ring that slides over the shaft support. The grease ring is sealed to the shaft support by o-rings, and is fed grease from the shaft support through the big hole in the photo above. The basic lineup (without any shaft spacers) is shown below:

The intent is to pump grease into the annulus between the long mild-steel spacer and the shaft support – where my finger is sitting in the photo below.

The grease then runs left and right along the shaft, and into the inboard and outboard bearings – where those orange bits are in the photo above. Any excess grease pressure then vents out the grease relief valve. This prevents the grease gun from pressuring up the annulus, and bending the crap out of the bearing inner races (bear in mind that a grease gun can exert incredible hydraulic pressure… 15,000psi). Note that this only greases the shaft support bearings, not the supercharger bearings. Of note, the modern bearings I have fitted to Gary’s Norman are sealed. In the photos above, you can see orange rings on the bearings. These sealing rings keep grit and crap out, and the bearing grease (installed at the bearing factory) permanently in. This means that there is no need for regreasing, and that the shaft support grease nipple and relief valve are redundant.
Cheers,
Harv (deputy apprentice Norman supercharger fiddler).
327 Chev EK wagon, original EK ute for Number 1 Daughter, an FB sedan meth monster project and a BB/MD grey motored FED.
Re: Harv's Norman supercharger thread
love your work Harv 

I started with nothing and still have most of it left.
Foundation member #61 of FB/EK Holden club of W.A.
Foundation member #61 of FB/EK Holden club of W.A.
Re: Harv's Norman supercharger thread
Ladies and gents,
Some more info from Gary’s overhaul.
Similarly to Eldred’s superchargers, Mike’s superchargers used a cast manifold between the carburettor and the supercharger. The photos below show one of Mike’s manifolds. The manifold will fit the 350 and 400 Normans (and probably the 300), it appears to be too long to fit the shorter Normans (150, 200 and 250)
Whilst the manifold below is a genuine Norman manifold, it has been butchered a bit:
a) by welding on an inlet flange to suit an 1¾” SU carburettor (2 1/8” centres, square pitch),
b) by welding on a great big bit of aluminium bar to act as a carburettor spring return (with four holes to allow you to adjust spring tension), and
c) By welding up the tappings in either end of the manifold.



Eldred’s manifolds bolt directly to the supercharger using studs. As I found out the hard way, the stud holes in Eldred’s superchargers are not precisely spaced. Mike’s Normans however do not bolt the manifolds directly to the supercharger. The extruded aluminium supercharger casings are made with channels either side of the inlet and discharge ports. The channels are used to locate steel strips, with tapped holes drilled into the strips. Studs, or short set screws, are used to mount the manifolds to the steel strips. The manifolds are this not positively bolted to the superchager – they rely on the clamping force of the steel strips against the channel to stop the manifold moving. The photo below shows the channels and a steel strip being fitted in place.

Pictured below is a home-made relief valve (from Gary’s 350 Norman), similar to the ones made by Weiand (part number 7155), The Blower Shop (part number 2589) and AussieSpeed (universal backfire valve).

This is a rubber-sealed rectangular plate held in place by two springs. Two studs screw into the aluminium adaptor, with some 5/16-14 UNC nyloc nuts used to compress the springs. The two brass sleeves shown in the photograph above are used to set how far the nuts can tighten – shorter sleeves let the nuts tighten more, which compresses the springs more, and gives a higher relief valve pressure. I really like the use of these brass spacers – they mean that every time the valve is reassembled, you know you are setting the correct relief valve pressure (provided the springs have not lost tension) and do not need to pop-test. The springs have a tension of 88lb/inch, and can compress from a free length of 1.169” down to 0.739” at coil bind (0.43” of compression). This means that between the two springs the clamping force is 0-76lb. The rectangular relief valve hole in the manifold has a cross section of some 0.92inch2. This means that the relief valve (with the current springs) can be set from 0-82psi. The current brass spacers give a spring compression of 0.338”, a clamping force of 59lb, and a set pressure of 64psi. Note that all the above is by calculation only, and would need to be verified by a pressure (pop) test before the manifold was used in anger. I’m not a big fan of nyloc nuts on relief valves, (which is why I used safety wire on Gary’s Type 65 relief valve), though it will work as long as the nyloc nuts are new. Not a good idea to reuse the nuts. Very, very rough calculations show that 4 inch2 of relief valve area is appropriate for the red motor type Normans (200ci/rev) operating around 4500rpm. The smaller Normans (80ci/rev) would still need around 2 inch2, though are safer at 4 inch2. This means that the relief valve shown above (0.92inch2) is a little small, as are the Weiand (0.8inch2) and The Blower Shop (0.44inch2) offerings. Relief valves of this size should either be doubled up (one at either end of the manifold) or used in conjunction with a burst plate.
One other item of note from Gary’s 350 Norman overhaul is that the rotor has a keeper fitted at the non-drive end of the rotor driveshaft. This consists of a set screw and washer, which fit into the tapped end of the rotor shaft.
The purpose of the retainer depends heavily on what size washer is used. One option is where the washer is sized such that it is small enough to pass through the bearing outer race. This allows the rotor to move as much as it wants relative to the casing, and only holds the bearing inner race onto the shaft (bear in mind that Norman non-drive end bearings are two piece, allowing the inner and outer races to slip over one another). Realistically, the bearing inner race is a press fit onto the shaft, and unlikely to move (i.e. this option is not very useful)
The better option is where the washer diameter is large enough to bear against the bearing outer race. With the rotor cold, the washer almost touches the bearing inner race. As the supercharger heats up, the rotor grows and the inner race moves towards the end of the casing. The distance between the washer and outer bearing increases. As the rotor cools again (when the vehicle is stopper), the washer approaches the outer race. If the rotor is given a shunt towards the drive end, the washer bears against the outer race, preventing the rotor rubbing on the drive-end end plate.
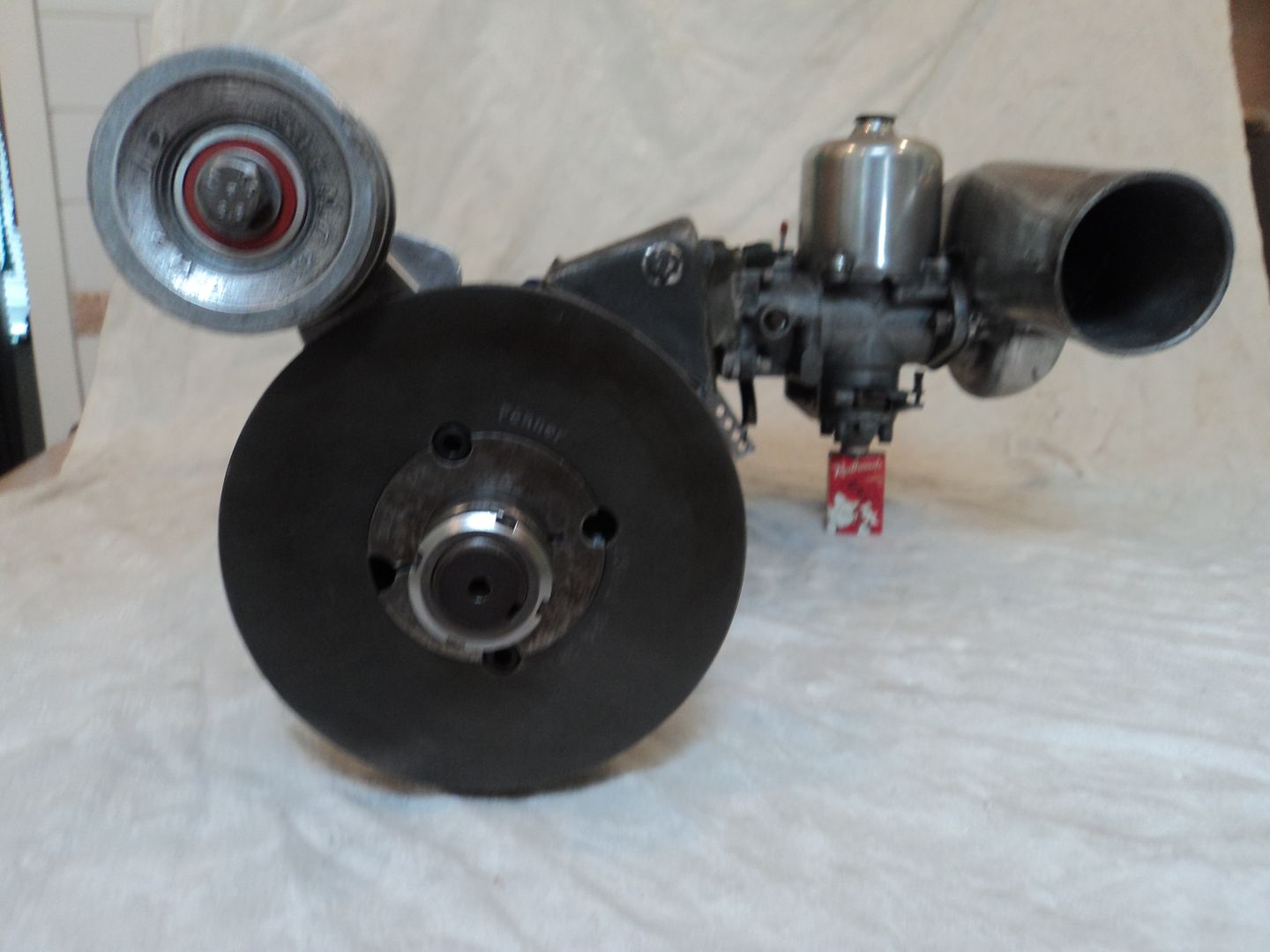
A further set of three keepers are fitted to the drive-end end plate. These small tabs retain the drive-end seal into the end plate, as per the image below. This prevents high boost pressure from driving out the seal. The drive end keepers appear to have been fitted to all of Mike’s Norman supercharger.

I have also seen similar keepers fitted to some Norman non-drive end end plates in order to prevent the welsh plug being blown out under boost.

Cheers,
Harv (deputy apprentice Norman supercharger fiddler).
Some more info from Gary’s overhaul.
Similarly to Eldred’s superchargers, Mike’s superchargers used a cast manifold between the carburettor and the supercharger. The photos below show one of Mike’s manifolds. The manifold will fit the 350 and 400 Normans (and probably the 300), it appears to be too long to fit the shorter Normans (150, 200 and 250)
Whilst the manifold below is a genuine Norman manifold, it has been butchered a bit:
a) by welding on an inlet flange to suit an 1¾” SU carburettor (2 1/8” centres, square pitch),
b) by welding on a great big bit of aluminium bar to act as a carburettor spring return (with four holes to allow you to adjust spring tension), and
c) By welding up the tappings in either end of the manifold.



Eldred’s manifolds bolt directly to the supercharger using studs. As I found out the hard way, the stud holes in Eldred’s superchargers are not precisely spaced. Mike’s Normans however do not bolt the manifolds directly to the supercharger. The extruded aluminium supercharger casings are made with channels either side of the inlet and discharge ports. The channels are used to locate steel strips, with tapped holes drilled into the strips. Studs, or short set screws, are used to mount the manifolds to the steel strips. The manifolds are this not positively bolted to the superchager – they rely on the clamping force of the steel strips against the channel to stop the manifold moving. The photo below shows the channels and a steel strip being fitted in place.

Pictured below is a home-made relief valve (from Gary’s 350 Norman), similar to the ones made by Weiand (part number 7155), The Blower Shop (part number 2589) and AussieSpeed (universal backfire valve).

This is a rubber-sealed rectangular plate held in place by two springs. Two studs screw into the aluminium adaptor, with some 5/16-14 UNC nyloc nuts used to compress the springs. The two brass sleeves shown in the photograph above are used to set how far the nuts can tighten – shorter sleeves let the nuts tighten more, which compresses the springs more, and gives a higher relief valve pressure. I really like the use of these brass spacers – they mean that every time the valve is reassembled, you know you are setting the correct relief valve pressure (provided the springs have not lost tension) and do not need to pop-test. The springs have a tension of 88lb/inch, and can compress from a free length of 1.169” down to 0.739” at coil bind (0.43” of compression). This means that between the two springs the clamping force is 0-76lb. The rectangular relief valve hole in the manifold has a cross section of some 0.92inch2. This means that the relief valve (with the current springs) can be set from 0-82psi. The current brass spacers give a spring compression of 0.338”, a clamping force of 59lb, and a set pressure of 64psi. Note that all the above is by calculation only, and would need to be verified by a pressure (pop) test before the manifold was used in anger. I’m not a big fan of nyloc nuts on relief valves, (which is why I used safety wire on Gary’s Type 65 relief valve), though it will work as long as the nyloc nuts are new. Not a good idea to reuse the nuts. Very, very rough calculations show that 4 inch2 of relief valve area is appropriate for the red motor type Normans (200ci/rev) operating around 4500rpm. The smaller Normans (80ci/rev) would still need around 2 inch2, though are safer at 4 inch2. This means that the relief valve shown above (0.92inch2) is a little small, as are the Weiand (0.8inch2) and The Blower Shop (0.44inch2) offerings. Relief valves of this size should either be doubled up (one at either end of the manifold) or used in conjunction with a burst plate.
One other item of note from Gary’s 350 Norman overhaul is that the rotor has a keeper fitted at the non-drive end of the rotor driveshaft. This consists of a set screw and washer, which fit into the tapped end of the rotor shaft.

The purpose of the retainer depends heavily on what size washer is used. One option is where the washer is sized such that it is small enough to pass through the bearing outer race. This allows the rotor to move as much as it wants relative to the casing, and only holds the bearing inner race onto the shaft (bear in mind that Norman non-drive end bearings are two piece, allowing the inner and outer races to slip over one another). Realistically, the bearing inner race is a press fit onto the shaft, and unlikely to move (i.e. this option is not very useful)
The better option is where the washer diameter is large enough to bear against the bearing outer race. With the rotor cold, the washer almost touches the bearing inner race. As the supercharger heats up, the rotor grows and the inner race moves towards the end of the casing. The distance between the washer and outer bearing increases. As the rotor cools again (when the vehicle is stopper), the washer approaches the outer race. If the rotor is given a shunt towards the drive end, the washer bears against the outer race, preventing the rotor rubbing on the drive-end end plate.
A further set of three keepers are fitted to the drive-end end plate. These small tabs retain the drive-end seal into the end plate, as per the image below. This prevents high boost pressure from driving out the seal. The drive end keepers appear to have been fitted to all of Mike’s Norman supercharger.

I have also seen similar keepers fitted to some Norman non-drive end end plates in order to prevent the welsh plug being blown out under boost.

Cheers,
Harv (deputy apprentice Norman supercharger fiddler).
327 Chev EK wagon, original EK ute for Number 1 Daughter, an FB sedan meth monster project and a BB/MD grey motored FED.

Re: Harv's Norman supercharger thread
Great work Harv - they look like really well engineered units - wish they were more available - would love to fit the small unit with a mild cam and a good set of extractors to my grey - more for the beauty than the HP - add a cross flow head and it becomes a really nice little motor.
You will find me lost somewhere!
Re: Harv's Norman supercharger thread
A nice expensive little motor tooFJWALLY wrote:Great work Harv - they look like really well engineered units - wish they were more available - would love to fit the small unit with a mild cam and a good set of extractors to my grey - more for the beauty than the HP - add a cross flow head and it becomes a really nice little motor.
I started with nothing and still have most of it left.
Foundation member #61 of FB/EK Holden club of W.A.
Foundation member #61 of FB/EK Holden club of W.A.
Re: Harv's Norman supercharger thread
Sadly, I reckon so.Blacky wrote:A nice expensive little motor tooFJWALLY wrote:Great work Harv - they look like really well engineered units - wish they were more available - would love to fit the small unit with a mild cam and a good set of extractors to my grey - more for the beauty than the HP - add a cross flow head and it becomes a really nice little motor.
The supercharger purchase, rebuild and setup would set you back $3500 if you DIY, and ~$8000 if you could find someone who would sell you a running one.
The HighPower head will be in the $20,000 mark.
Figure another $3,000 for a decent rebuild of the grey.
All up $30,000-$40,000 for a 180BHP grey. It would be cool, but expensive for what it would be.
Cheers,
Harv
327 Chev EK wagon, original EK ute for Number 1 Daughter, an FB sedan meth monster project and a BB/MD grey motored FED.
Re: Harv's Norman supercharger thread
Wow - ah well- we can always dream.
You will find me lost somewhere!
Re: Harv's Norman supercharger thread
Ladies and gents,
As I’ve been working through the Norman supercharger history, I keep running across links to Australian motorsport. I’ve run across another such link, and am interested in hunting it down. It involves an air cooled Type 65 Norman that changed hands a few years ago. The Norman was running triple 1.25” SUs when sold. Heres some of the story:
Kevin Wood owned an Elfin 600 with a 1st series Toyota Celica engine and Norman supercharger. The blue vehicle was purchased for $2,000. Kevin did not run the Elfin with a body, instead using large wings front and rear. The Norman had been sourced from Barry Bray's Datsun 2000 powered A30 sports sedan, whilst the Elfin had once belonged to Barry Kirk. Kevin sold the Elfin to Roger Seward for $8500, who fitted a Lotus twin-cam and got a historic log book before onselling the Elfin for some $30,000. Peter Smeets bought the motor and Norman supercharger, and gave the Celica motor to Jim Doig for a bottle of red wine. The supercharger was sold to a person who was putting it on a FB Holden, along with a copy of Eldred’s Supercharge! book. This is the person I am hunting down. The FB owner was a young gentleman who worked at Bunnings Marion, South Australia.
Interested to hear from anyone who knows of the mysterious Marion owner.
Cheers,
Harv
As I’ve been working through the Norman supercharger history, I keep running across links to Australian motorsport. I’ve run across another such link, and am interested in hunting it down. It involves an air cooled Type 65 Norman that changed hands a few years ago. The Norman was running triple 1.25” SUs when sold. Heres some of the story:
Kevin Wood owned an Elfin 600 with a 1st series Toyota Celica engine and Norman supercharger. The blue vehicle was purchased for $2,000. Kevin did not run the Elfin with a body, instead using large wings front and rear. The Norman had been sourced from Barry Bray's Datsun 2000 powered A30 sports sedan, whilst the Elfin had once belonged to Barry Kirk. Kevin sold the Elfin to Roger Seward for $8500, who fitted a Lotus twin-cam and got a historic log book before onselling the Elfin for some $30,000. Peter Smeets bought the motor and Norman supercharger, and gave the Celica motor to Jim Doig for a bottle of red wine. The supercharger was sold to a person who was putting it on a FB Holden, along with a copy of Eldred’s Supercharge! book. This is the person I am hunting down. The FB owner was a young gentleman who worked at Bunnings Marion, South Australia.
Interested to hear from anyone who knows of the mysterious Marion owner.
Cheers,
Harv
327 Chev EK wagon, original EK ute for Number 1 Daughter, an FB sedan meth monster project and a BB/MD grey motored FED.
Re: Harv's Norman supercharger thread
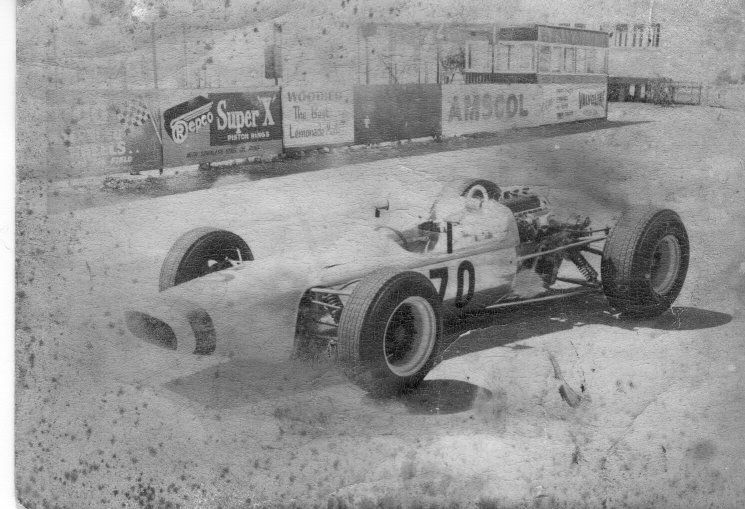
The photos below show Ian Richards self-built Viper Peugeot. The vehicle was built around 1967/1968.
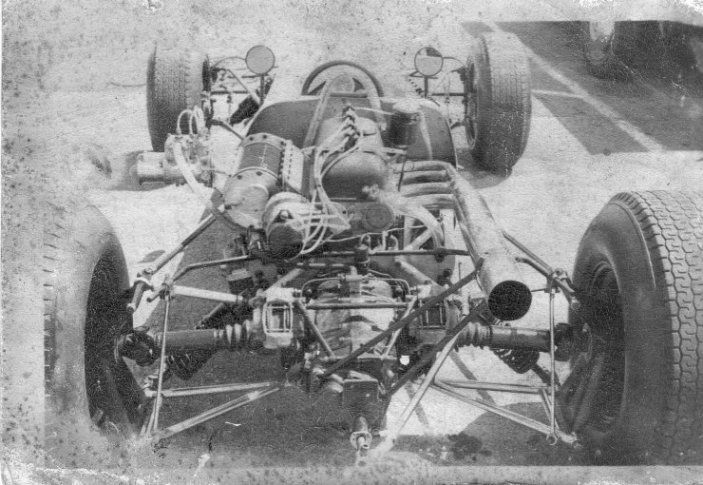
Ian used to transport the Viper to various racing circuits on the tray of a Peugeot 403 utility, with parts of the Viper protruding into the utility cabin through a custom-made hole. Ian currently runs his own team of F3 cars, with a more refined transporter . In between times Ian built and raced the Richards F2 cars winning the 1983 Australian F2 title. Ian was an apprentice fitter and turner at Southcott’s when he built the car in his Mum’s shed. A fellow pattern making apprentice made the patterns for the rear uprights from a photo in a book complete with “Viper” cast into them. A chassis jig from the WRE (Weapons Research Establishment) car club was used to position the frame, which was then arc welded by a guy that worked at Holden’s using “very skinny electrodes” (race car chassis in this era were typically brazed together using nickel bronze). Ian cut the close ratio gears for the Volkswagen split case gear box himself, using ratios suggested by Garry Cooper (of Elfin fame). More assistance from Elfin came in the form of the nose cone, which was made by an Elfin panelman as an afterhours job at Ian’s mum’s shed. The car raced without wings initially, then with suspension mounted wings (which were banned worldwide after failures in F1 in Europe) then with chassis mounted wings.
. In between times Ian built and raced the Richards F2 cars winning the 1983 Australian F2 title. Ian was an apprentice fitter and turner at Southcott’s when he built the car in his Mum’s shed. A fellow pattern making apprentice made the patterns for the rear uprights from a photo in a book complete with “Viper” cast into them. A chassis jig from the WRE (Weapons Research Establishment) car club was used to position the frame, which was then arc welded by a guy that worked at Holden’s using “very skinny electrodes” (race car chassis in this era were typically brazed together using nickel bronze). Ian cut the close ratio gears for the Volkswagen split case gear box himself, using ratios suggested by Garry Cooper (of Elfin fame). More assistance from Elfin came in the form of the nose cone, which was made by an Elfin panelman as an afterhours job at Ian’s mum’s shed. The car raced without wings initially, then with suspension mounted wings (which were banned worldwide after failures in F1 in Europe) then with chassis mounted wings.
The Viper ran a Peugot 403 motor. However, the 403 motor tended to crack the block at the cylinder liners. The block was replaced with a 203 block, which was bored out to suit. Ian worked with Alec Rowe, with Alec being no stranger to Norman supercharged Peugeot motors. The Pug motor was fitted with an air-cooled iron cased Norman (very likely to have been a Type 65). The casing was lightened by machining some of the fins back. The heavy steel rotor was replaced with a lightweight aluminum unit, with steel driveshafts pressed in. Boost was around 8-10psi. The Norman had a tendency to break the lightweight rotors, with replacement units having the vane root web thickness increased. The Viper ran a single DCOE Weber carburettor on alcohol, with a supplementary fuel injection to provide enrichment as not enough methanol would flow through the Weber.
I believe the photos below show the car in later revisions, with some changes in induction evident. The Norman however remained on the vehicle throughout it’s life. The vehicle was eventually broken up, with the Norman-blown pug motor being fitted by Ian into a speedcar owned by Dennis Freeman. The back-end of the vehicle would find a home in a Corolla Sports Sedan in Port Pirie.



Cheers,
Harv


Ian used to transport the Viper to various racing circuits on the tray of a Peugeot 403 utility, with parts of the Viper protruding into the utility cabin through a custom-made hole. Ian currently runs his own team of F3 cars, with a more refined transporter
The Viper ran a Peugot 403 motor. However, the 403 motor tended to crack the block at the cylinder liners. The block was replaced with a 203 block, which was bored out to suit. Ian worked with Alec Rowe, with Alec being no stranger to Norman supercharged Peugeot motors. The Pug motor was fitted with an air-cooled iron cased Norman (very likely to have been a Type 65). The casing was lightened by machining some of the fins back. The heavy steel rotor was replaced with a lightweight aluminum unit, with steel driveshafts pressed in. Boost was around 8-10psi. The Norman had a tendency to break the lightweight rotors, with replacement units having the vane root web thickness increased. The Viper ran a single DCOE Weber carburettor on alcohol, with a supplementary fuel injection to provide enrichment as not enough methanol would flow through the Weber.
I believe the photos below show the car in later revisions, with some changes in induction evident. The Norman however remained on the vehicle throughout it’s life. The vehicle was eventually broken up, with the Norman-blown pug motor being fitted by Ian into a speedcar owned by Dennis Freeman. The back-end of the vehicle would find a home in a Corolla Sports Sedan in Port Pirie.



Cheers,
Harv
327 Chev EK wagon, original EK ute for Number 1 Daughter, an FB sedan meth monster project and a BB/MD grey motored FED.
Re: Harv's Norman supercharger thread
Ladies and gentlemen,
Following on from my Eldred Norman anecdote, I got to thinking about the period in Australia’s automotive history. The 1950’s and 1960’s were a period where we still relied heavily on local product – the market flooding of readily available imported go-fast parts for the small block Chev had yet to occur. This need for local equipment spurred on some very cool Australian engineering, including Eldred’s work. In the local forced induction field, there were numerous people bolting on (or making kits for) imported superchargers. This is a phenomena we see today with both Harrop (who kit out the Eaton TVS machines), the Castlemaine Rod Shop (who kit out the Aisin SC14 machine), and Yella Terra (who kit out the Eaton M90). Sprintex are perhaps the only Australian company who manufacture their own (twin screw) machines.
What is interesting (and also rather cool) is that Eldred was not the only Australian who was manufacturing superchargers (and not just kits) in the 1950’s and 1960’s period. One of Eldred’s contemporaries, competitors, and fellow South Australian was John G. Wray. The anecdote below tries to paint a picture of the Wray supercharger history. Just like my Eldred Norman anecdote, a word of warning regarding the information below. Some of the people who witnessed the events below have sadly passed away, including John Wray. It has also been half a century since the Wray supercharger was conceived. This anecdote has been written drawing together information from a broad variety of sources, many of whom are trying to remember events of fifty years ago. There may be inconsistencies with the information, or outright errors. Caveat emptor. I also owe a debt of thanks to a great number of people who helped pulled together the pieces of the “patchwork quilt” that became my Wray anecdote.
1. J.G. Wray
John Graham Wray was born in 1930, at an unknown location, in Australia. John married, and he and his wife Margaret did not have children. John spent some of his early years in England with his wife on a working holiday. His interest there was in automotive engineering and sporting cars. On return to Australia John was working as a Castrol sales representative, with Margaret working as a nurse. Over time John accumulated quite a few engineering tools and machines. He eventually started a small engineering shop (J.G. Wray General & Maintenance Engineering) at Newman Lane Glenelg, South Australia. The shop catered for general and maintenance engineering with John and staff being involved with the following activities:
• Small production runs of components for machinery,
• Design, manufacture and maintenance of machinery for the testing and manufacturing of automotive components,
• Design, manufacture and maintenance of machinery for the textile industry,
• Manufacture of marine components,
• Manufacture and maintenance of mining equipment, and
• Jobbing and ‘one off’ work.
Wray Engineering raised patents for example on a “burr beater” agricultural implement.
John owned a white hardtop MGA 1558cc twin-cam that he either brought back from or imported from the UK. He later sold the MGA to purchase an Alpha Romeo GTA. John’s main interest at that time was with yachts, bringing with that interest numerous customers to the company with the manufacture and development of marine parts and marine maintenance. John constructed a 30ft double-ended fibreglass ocean going yacht in one of the workshop bays. He used the yacht for many years until health issues forced him to sell it. His other interest in later years was exploring outback Australia in his 4WD. John passed away about eight years ago in Adelaide. The following article is drawn from the (Adelaide) Advertiser of the 14th of October 1954:
Vintage Racing Car Has History
Historic Racer
A vintage racing car, now being rebuilt in South Australia, has one of the most colourful histories of any vehicle in this State, and because of its age an even more colourful one than the ex-Prince Birabongse, MG K3, owned by Andy Brown. The car is a 1923 2-litre Miller, owned by Gordon Haviland, and at present being rebuilt by John Wray and Len Poultridge. Believed to be the first Miller to leave America, the car was taken to Europe in 1923 with two other Millers to compete in under 2-litre formula races. Count Louis Zborowski took delivery of the first car and entered it in the Spanish Grand Prix, run at Sitges-Terramar, in which he finished second. The other Millers also ran against Zborowski in the Grand Prix de l’Europe, at Monza, one of them, driven by Murphy, scoring third position. Count Zborowski kept his car when the other two returned to the US, and raced it in late 1923 and early 1924 before competing in the 1924 French Grand Prix. Well known author and writer in 'Autocar,' S. C. H. Davis was Zborowski's mechanic on this occasion. The introduction of the supercharger on other vehicles gave the Miller a considerable disadvantage in this event, but when 'blowers' were fitted, an American driver, Harry Hartz, covered 50 miles at 135 m.p.h in 1925. The Miller did not finish in the French Grand Prix, and Count Zborowski was killed at Monza shortly afterwards when his Mercedes skidded into a tree during the running of the Italian Grand Prix. All Zborowski's cars were then sold. The car was bought by Dan Higgen and raced at Southport Sands, in England in 1925. The Miller covered the flying kilometre in 25 seconds, and finished fourth. It raced in several events at Brooklands and in other meetings during 1925 and 1926. The car came to Australia a year or so later. It has had several owners in this country and competed in numerous hill climb and other events. The body has been lowered, but it still retains its original Miller engine. Picture shows John Wray working on the car this week.
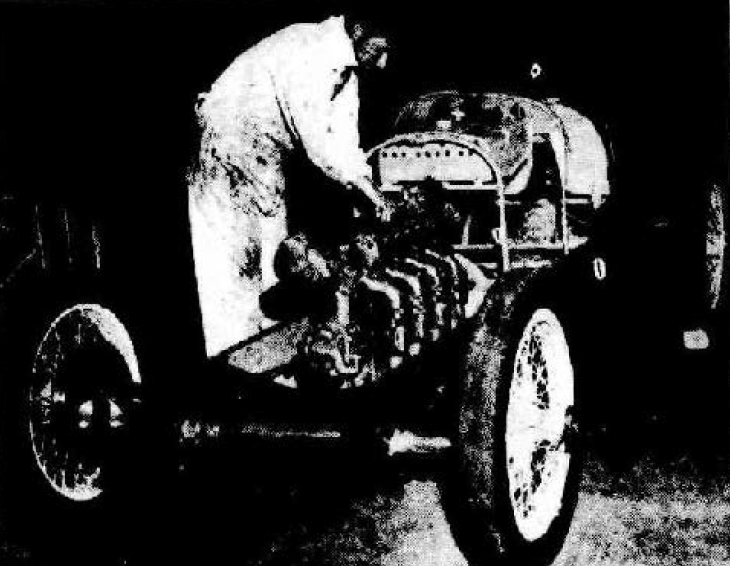
A South Australian with a passion for old race vehicles who goes on to build his own superchargers? Sounds like another gentleman we have met before . As an aside, Count Zborowski built and raced the original Chitty Chitty Bang Bang… with a 23-litre Maybach aero engine (!). The Miller 122 shown in the photograph above is centrifugally supercharged.
Wray superchargers were manufactured at the Glenelg factory up until about 1967. The company moved to larger premises at nearby 46 Byre Avenue, Somerton Park in 1970 (now home to Tintworks window tinting), where production continued until about 1983. The image below, lifted from the internet, shows the Somerton Park facility in 2009, which is very similar to how it looked in the early 1980s.

John Wray’s direct involvement in the manufacture of the superchargers continued until about 1974. Wray superchargers manufactured after that time were still made at Wray Engineering, but manufactured by staff after hours and on weekends, with little to no advice from John. Batches of superchargers would be made, and sold to speed shops. It is estimated that around fifty superchargers were built in this fashion. Whilst quite a few people were employed at the Wray works, a few were heavily involved in the supercharger side of the business. James (Robbie) Robinson started at the Glenelg workshop and moved to Somerton Park. He was a leading hand until he left about the mid 1970’s. Greg Pill started as an apprentice in 1970 and worked there until 1985, having been a leading hand for about nine years. Robert (Bob) Cronin worked as a machinist from about 1975 until 1983. We will hear more about Robbie, Greg and Bob (and their vehicles) later in this anecdote.
2. Wray Supercharger Models
Like the Norman and Judson superchargers, the Wray supercharger was a sliding vane unit operating at relatively low pressure (~5psi boost). Like the Judson, and unlike some Normans, all Wray supercharger casings are 100% air-cooled. Wray offered two sizes, the smaller having a displacement of 60ci/rev (960cc) and the larger a displacement of 96ci/rev (1530cc). Note that these capacities of swept volume are calculated using the “modern” method of measuring them. In the example drawing below this means work out the volume shown in red, and multiplying it by six (yes, yes, I know, the Wray has four vanes… . it’s just an example ).

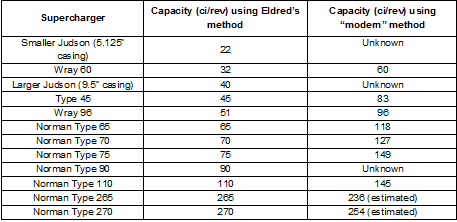
An alternate method was used in this period by Eldred Norman (and is noted in his book Supercharge!). Referring to the drawing above, Eldred’s method determines the volume shown in orange. Eldred’s method is neither more right nor more wrong than the “modern” method… just different. It also gives different results – a lot smaller number than the modern method. As an example, when we measure a Type 65 Norman supercharger using the modern method, we get 118ci/rev. However, when we measure the Type 65 using Eldred’s method, we get 67ci/rev (near enough to 65ci, and hence the name). The modern method is heavily dependent on port timing, whereas Eldred’s method is independent of port location. Using Eldred’s method, the table below compares the Wray superchargers to their contemporaries:
Both Wray supercharger sizes were available with the inlet and outlet port 180º apart (the “T” model) or 270º apart (the “L” model), giving a total of four variants – L60, T60, L96 and T96. Whilst the literature shown later in this anecdote indicates a T60 being made, it is not certain that this ever eventuated.
The L superchargers allow a more compact design, allowing installation between the engine block and the firewall of BMC vehicles. The supercharger was bolted directly to the cylinder head, the inlet manifold ran across the bottom of the casing, extending past the end plate. A downdraft carburettor was located next to the end plate between the engine block and the firewall. The larger supercharger casings were produced in two models: the first with the same design porting (90º) as the smaller superchargers, and the second with a cross-flow (180º) porting. The variations were achieved by utilizing an internal chamber (in the casting) between the liner and the outlet port. The liner porting was the same for both models.
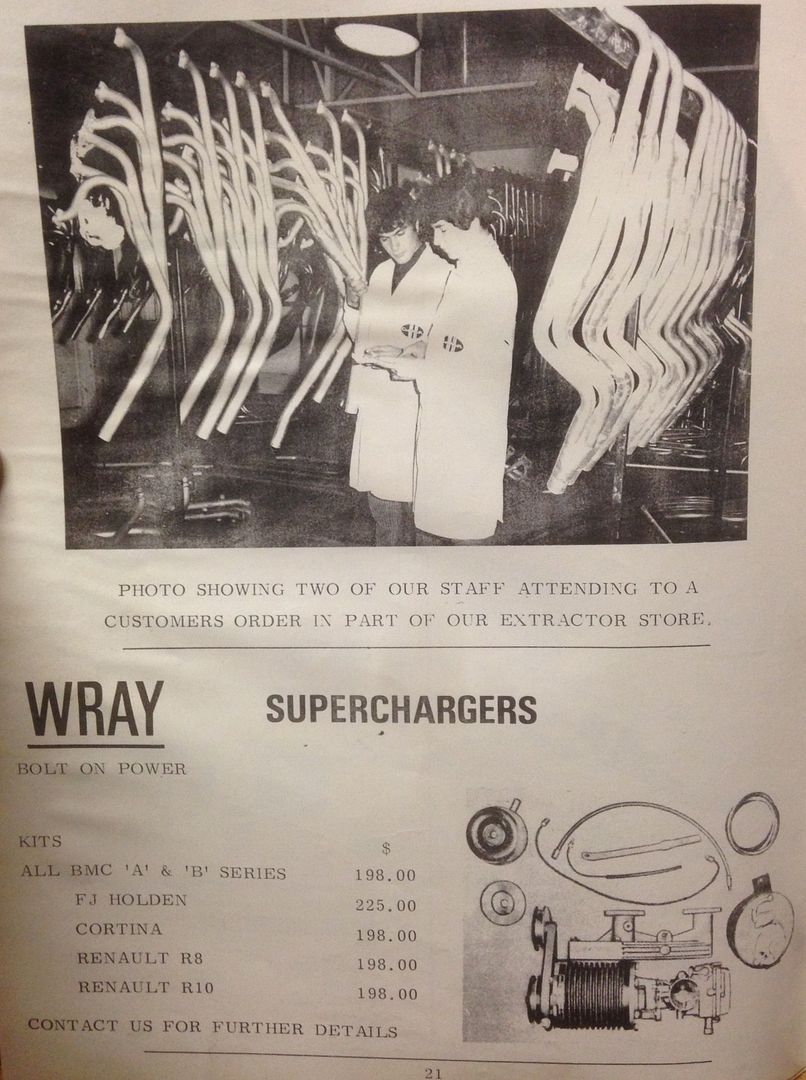
The small L60 and T60 superchargers were originally marketed and sold in kit form for the various BMC ‘A’ and ‘B’ engines (including Minis), &*#@ Cortina 1.2-1.6L four cylinder engines and Renault R8/R10 956cc-1289cc models. The larger L96 and T96 superchargers targeted the 132.5-138ci Holden grey engine. Over the years the superchargers were sold and put to use on numerous applications ranging from 750cc motorcycle engines through to the 202ci Holden red engine.
The image shown below is taken from the 1968 Aunger Speed Equipment Retail and Mail Order Catalogue, and shows some of the Wray kits offered. It is a little cheeky… the image to the bottom right is a Judson supercharger kit and Holley carburettor to suit an Austin Healey Sprite.
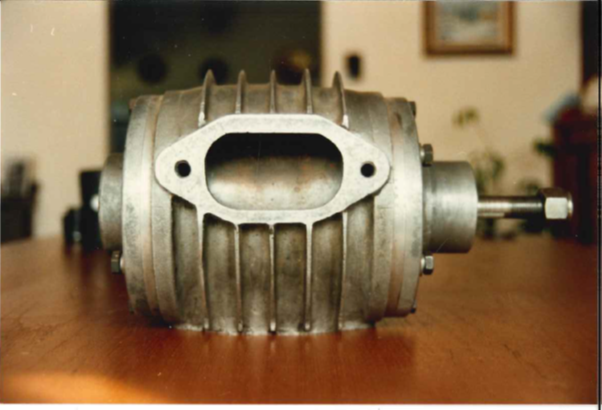
The image below shows both the larger and smaller Wray superchargers (photo: Fred Radman). Note the absence of the T60 supercharger in the image… it may never have been made by J.G. Wray.

Some Wray superchargers were stamped with serial numbers, including the first one (Mike McInerney, who test-piloted it, can remember John Wray stamping the machine). However, the process was not systematic – none of the those manufactured during Greg’s time at Wray Engineering were numbered, nor any that returned for maintenance.
The newspaper clipping below is from Adelaide’s The Advertiser of Tuesday, February 7th 1967:

Interestingly, Andrew Mustard was a sales agent for Wray. From my earlier anecdote, Mustard was involved in the Bluebird land speed trials, and owned the Norman-blown Elfin which still holds Australian land speed records. The Elfin, and those records, get a mention in the sales literature below, which I have drawn from Fred’s collection:
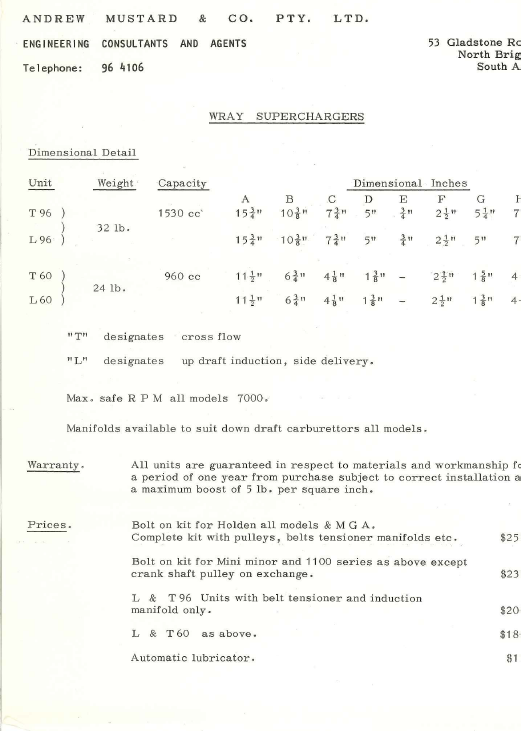
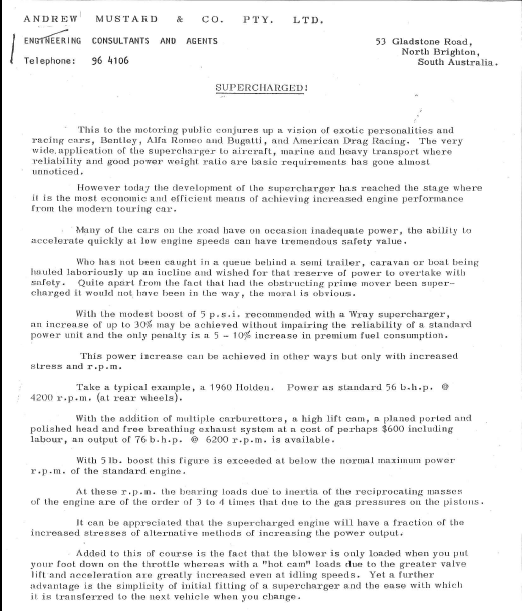
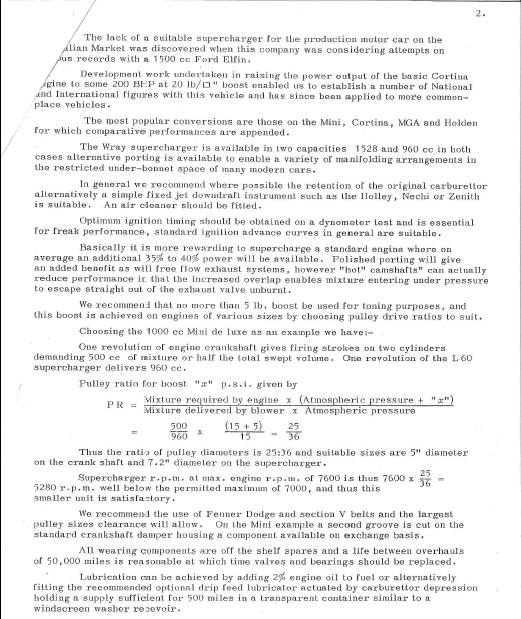
It is interesting that Mustard describes phenomena that still apply today – the lower engine stress associated with supercharging, and the effect of valve overlap on boost.
Most of the Wray superchargers were installed by the purchasers, while a few custom installations were done at the factory.
3. Wray Supercharger Construction
John Wray designed and made all of the drawings, timber patterns, tooling and jigs for the Wray superchargers. The pattern for the L96 is shown below (photo: Fred Radman).

The main castings were cast elsewhere, while the machining and assembly was all completed in the engineering factory. With the move from Glenelg to Somerton Park a privately owned foundry was located at the rear of the property, and they provided the castings.
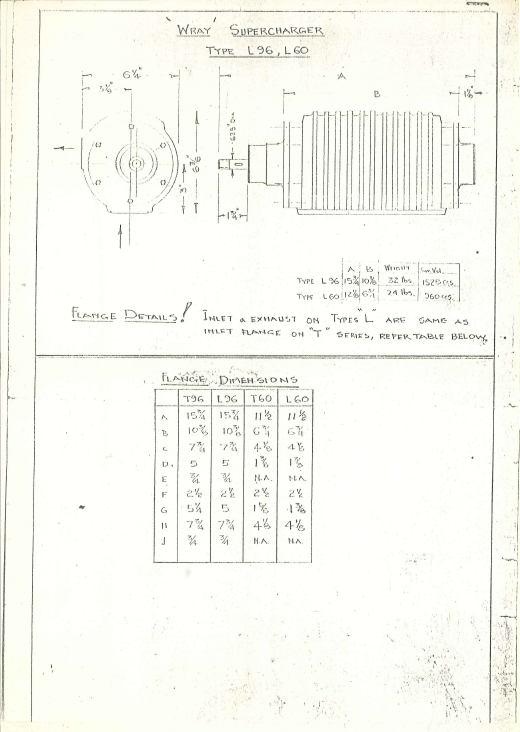
Early Wray superchargers were manufactured with cast iron liners, which were machined and honed. The liners were changed to a seamless steel design which reduced previous issues with liners cracking and/or breaking (we’ll hear more about one such event later). The steel liners were not treated or honed. The liner shown below (photos: Fred Radman) is an early one. The ports (oval slots) are parallel to the casing, and were referred to by Wray as Mark 1 porting. Norman superchargers have similar parallel porting.

The steel pointer in the Fred’s photo below is indicating the wear in the bridge pieces between the oval ports (inlet side).

Later Wray liners had Mark 2 diagonal porting, which imparted a wiping action to alleviate the wear. Judson superchargers used a diamond shaped port for similar reasons. The Mark 2 porting can be seen by the diagonal bridges in the photo below (photo: Fred Radman):

The early model Wray superchargers had a cast aluminium rotor. Due to a lack of quality control at the foundry these rotors had porosity in the castings, which caused a lack of strength. They occasionally exploded at high speed…. and sometimes at not so high speed too.
The photograph above (photo: Fred Radman) shows an early supercharger owned by Fred Radman (we’ll meet him later in this anecdote), complete with cast rotor. The supercharger later split a rotor, though after cutting the drive belt the car was able to be driven home. With the end plate off there was visible wear to the vane slots, with the ends starting to flare out. The split rotor is shown in Fred’s photo below - the crack originated at the corner of the slot, which is a stress riser:

In about 1970 the cast rotors were no longer produced, and instead aluminium billet extrusions were used. This reduced the frequency of rotor failures, though is no guarantee – some of the later rotors have cracked. The photo below, from John Bowles, shows a later rotor with a crack under the black “C” mark:

The rotor drive shafts were generally of a standard length. Custom orders were catered for with longer shafts and drive plate end castings with longer snouts to support the longer drive shafts. Wray supercharger rotors employ four vanes made from fibre reinforced Tufnol (Tufnol, like Bakelite, is a cotton reinforced phenolic resin). The vanes were cut to a rough size, then ground to final size (length, width and thickness) on a tool and cutter grinder. No springs or grooves were used with the vanes. The photo below, from Fred Radman, shows the vane profile:
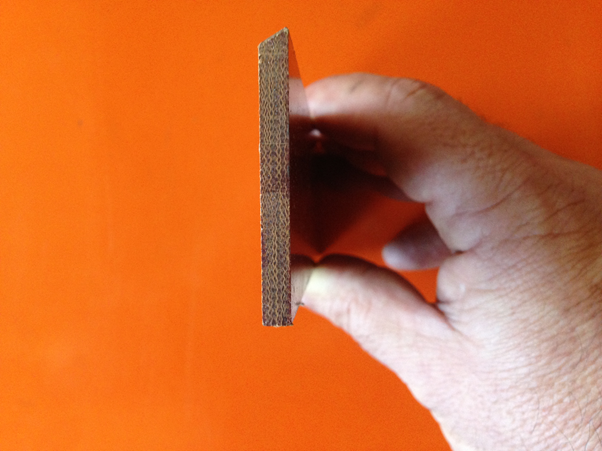
Lachlan Kinnear remembers a discussion with Alec Rowe quite a few years ago. The conversation discussed the first Norman superchargers, and how Eldred had found a Judson supercharger. Apparently Eldred measured the critical dimensions to make the initial Normans. Whilst the Wray rotor dimensions are similar to Norman and Judson superchargers, they are not identical. The measurements may have been changed slightly by Eldred, or may have been scaled from photographs. Dimensions for the Judsons, Wrays and a range of Normans are shown below:
The Wray supercharger drive end was fitted with two 6303 sealed single race ball bearings and a spacer sleeve retained with a circlip. The non-drive end used one 6303 bearing retained with a circlip and a welsh-plug end cover. Note that this is similar to a Judson (which uses a single 6203 ball bearing at each end of the rotor), but different to a Norman, which has a single race ball bearing at the drive end and a roller bearing at the non-drive end, which slips the inner and outer races to allow the rotor to grow under heat. The Wray, like the Norman, uses a single lip seal (TC12420 for the Wray, with the Normans using a variety of seals) to seal the drive end. The Judson is different, using two seals on the drive end and a single seal on the non-drive end.
The Wray supercharger cast end plates were machined in a lathe. The clearance between the rotor and the drive end plate was set and the non-drive end clearance governed by the expansion of the rotor and housing. The expansion of the alloy rotor and the housing was similar and if the initial manufactured clearances were correct there were never any issues of seizing. This again is different to the early Normans, where there is significant difference in the growth of the steel rotors and alloy casings.
Wray Engineering manufactured various cast aluminium manifolds which were supplied with the ‘kits’ and these along with other designs were also available to customers to assist with other variations for individual installations. Otherwise, fabricated steel manifolds were easy to manufacture. The ‘kits’ did not have relief valves, though many of the later custom installations incorporated the valves, which were manufactured in the workshop. The image below (photo: Fred Radman) shows the T96 intake manifold. Note that the same casting is used for a single-barrel downdraft carburettor (the upper image), or a sidedraught carburettor (the lower image). The sidedraught option is effected by cutting the casting off at the flange. The pattern was originally made to suit the downdraught carburettor and then was modified at a later stage

Two-stroke oil was generally added to the petrol in the fuel tank for lubrication. Some customers added ‘oil injectors’ (like the Marvel Mystery Oiler used in Judson superchargers) to the inlet manifold to negate the need for premixing oil/petrol in the fuel tank. Typical Marvel oilers are shown below (photo: Fred Radman). Water injection was also used in some installations.

Various carburettors could be used; the preferred choice for later Holden installations being a 2” SU carburettor and a downdraught for the BMC kits. Manifolds could generally be machined or modified to suit various choices of carburettor. The photo below shows a T96 supercharger with a Weber DCOE adaptor, whilst the second image shows a fabricated Weber DCOE to L60 adaptor (photos: Fred Radman):


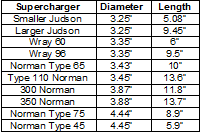
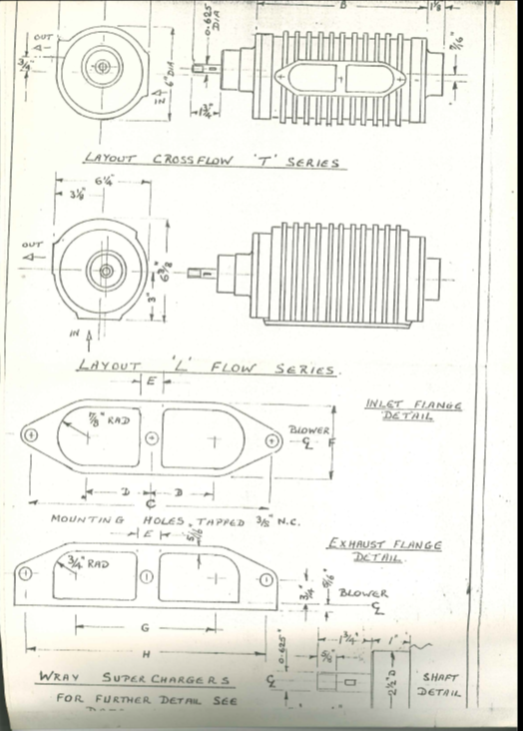
The engineering drawings below come from Fred’s collection:
4. Wray-blown Vehicles
Wray superchargers were fitted on a very wide range of vehicles. The first was Mike McInerney’s FJ, shown below.

The FJ was Mike’s first car, an ex-Department of Supply 132.5ci FJ Holden utility (in Maralinga Gray colour) which he bought at auction in 1960 for £165. The Department of Supply was an Australian government department that existed between March 1950 and June 1974, and managed aluminium production, tin import, control of atomic energy materials, supply of war material, building and repair of merchant ships and promotion and production of liquid fuels. Mike used the vehicle for milk-rounds from 1962 through 1965. In 1965, with the Wray works still operating from Glenelg, Mike fitted the first prototype large Wray supercharger. An adjustable oil injector was used to provide lubrication, with the bottle mounted on the scuttle. A sight glass was fitted to the injector to show the flow of straight 30- weight engine oil. Mike milled the head to take Holden 179ci red motor stellite valves (10% larger on the inlet and 5% on the exhaust than the standard grey) and lowered the compression ratio. Mike also milled and fitted main bearing cap bridges to the crank. The three-speed crashbox had a floor shift built by Alex Rowe (a joy to double clutch), 11” disc brakes on the front (a NSW-based company made them to fit onto the standard FJ Holden 15" wheel hubs), Dunlop R5 racing tyres, and ladder braces to strengthen the subframe to the chassis rails. The engine could pull from 10mph through to a top speed of about 90 mph in top gear, was very quick off the lights and very flexible throughout the rev range. The engine did not have a ‘big’ camshaft. It had a sign on the back, opposite the number plate – “Supercharged by Wray”… reminiscent of the “Supercharged by Norman” emblems of the era.
Mike did not have a relief valve fitted between the supercharger and the cylinder head, giving no overpressure protection in the event of a blower bang. Following a bang in Mildura, the blower cracked the cast iron liner bridges which act like a grille across the supercharger discharge port. The bridge pieces ended up in #6 cylinder of the grey motor. Mike disconnected the blower belt and drove back to Adelaide at low speed (some 400km…). On pull down of the grey, there was a damaged #6 piston and some hammer damage to the valves and valve seats. On tear down of the blower, it was noted that the rotor vane slots were wearing. The supercharger was rebuilt using a tougher alloy for the rotor and the casing liner was engineered from bore casing steel. The sleeve was pinned using a dowel with the front end plate as the locator. It was decided to follow the wisdom of Alex Rowe and mix two-stroke oil (about 2-2.5%) with main fuel for vane lubrication. The oil injector was deleted, and a relief valve installed. Mike took the ute to Darwin in August of 1968 and sold her in December 1969 to buy a brand new 1969 Holden V8 4-speed ute.
The photo below is of the Wray fitted to Mike’s FJ, running a single grey motor Stromberg carburettor (photo: Mike McInerney).
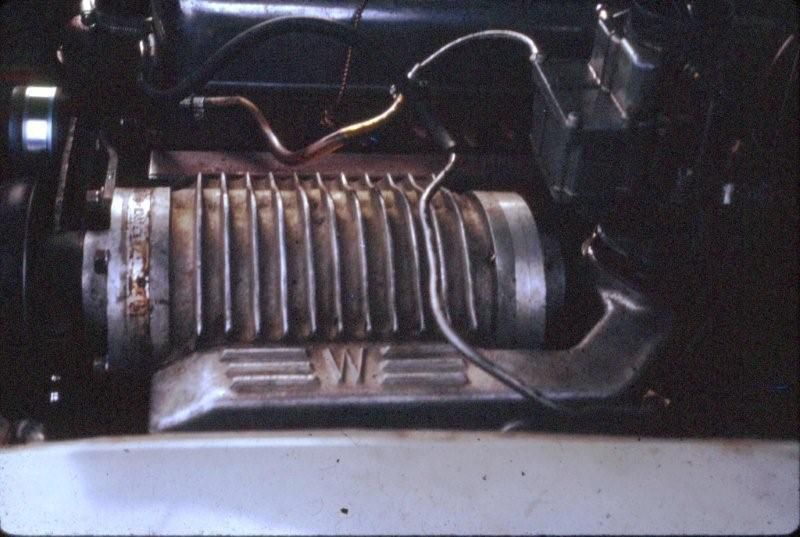
Note the “W” and fins cast into the inlet manifold.
A few months after Mike supercharged the FJ, Ian Robinson (Ronnie) installed the smaller model Wray supercharger on his street-driven 1310cc Mini Cooper S. The Mini is shown below:

The photo below shows the interior of the Cooper… with a suspicious looking boost gauge on the far right hand side of the cluster .

The Mini’s engine is shown below.
Robbie had bought the Mini new, having to wait twentyone weeks for the vehicle to be imported from the UK. The car was the 6th in South Australia. Robbie had a penchant for speed, with the brand new (and as yet naturally aspirated) Mini clocking some 90mph down Pirie Street, Adelaide in the early hours of his first day of ownership.
On fitting the supercharger, the car was found to run hot. A second radiator was installed in what was becoming a very cramped engine bay. The twin down-draught carb shown in the photo above would later be replaced with an 1¾” SU from a Jaguar. The SU’s needles were turned down on a lathe to suit the increased fuel load. The Mini was fed a diet of 115 octane fuel from BP, along with upper cylinder head lubricant added to the tank. A decompression plate was manufactured from 1/8” steel plate, with XW Falcon pushrods being used to bridge the increased distance.
The Wray-blown brick was quite a weapon… Robbie would own the machine for three years, and only hold his license for a few months in that time. The locals would pause in sipping their pints at the local hotel as the Mini spun 360º on it’s way past from the train station. A journey from Adelaide to Mildura (some 400km) was completed by the brick in 3¼ hours… the 75mph (120km/h) average speed probably had something to do with the empty fuel tank five miles from the journey’s end.
The local Police were equipped with Valiants, with Robbie keeping them busy. One journey over the ranges had the Mini clocked at 130mph, followed by 115mph past the local shopping centre. Slowing down over the railway tracks, Robbie made a wrong turn and ended up in a dead-end. The Valiant, in hot pursuit, was not as agile as the Mini and failed to negotiate the last corner. The Police, climbing from the damaged Valiant, were none too amused, and decided Robbie would probably be better off walking for the next 5½ months.
On getting his license back, some testing was in order. A large model Wray had been fitted to a bloke’s white Mark 1 Cortina GT. This engine was a five-bearing 1500cc with four-speed gearbox. The Corty was almost too hairy to drive, easily breaking traction in first gear, especially if the road was wet. The “test run” between the Cortina and Mini in the local hills got a little out of hand, with the Cortina ending up on it’s roof on the train tracks. Robbie would be walking for another two years two months after that drive.
Robbie’s wife also pushed the car hard. Refuelling the car at the local service station, the attendant refused to add upper cylinder head lubricant to the tank. A phone call had to be made to Robbie to prove that his wife was correct. When the tank was full (with the required lubricant too), the Mini departed at some speed… leaving black tracks for quite some distance down the street. Another incident saw the Mini clocked by amphometer at some 75mph in a 30mph zone. This also didn’t impress the local Police (though the “Unmarked Police Car” sticker on the rear window may have had something to do with that).
Sadly, the Mini was eventually written off.
Robbie can also remember a Datsun 1600 that received a Wray supercharger. The car was used to impress potential customers. On launching the Wray-blown Datto, non-believers would be asked to open the doors on the moving car. The supercharged engine torqued the body so much that the doors could not be opened.
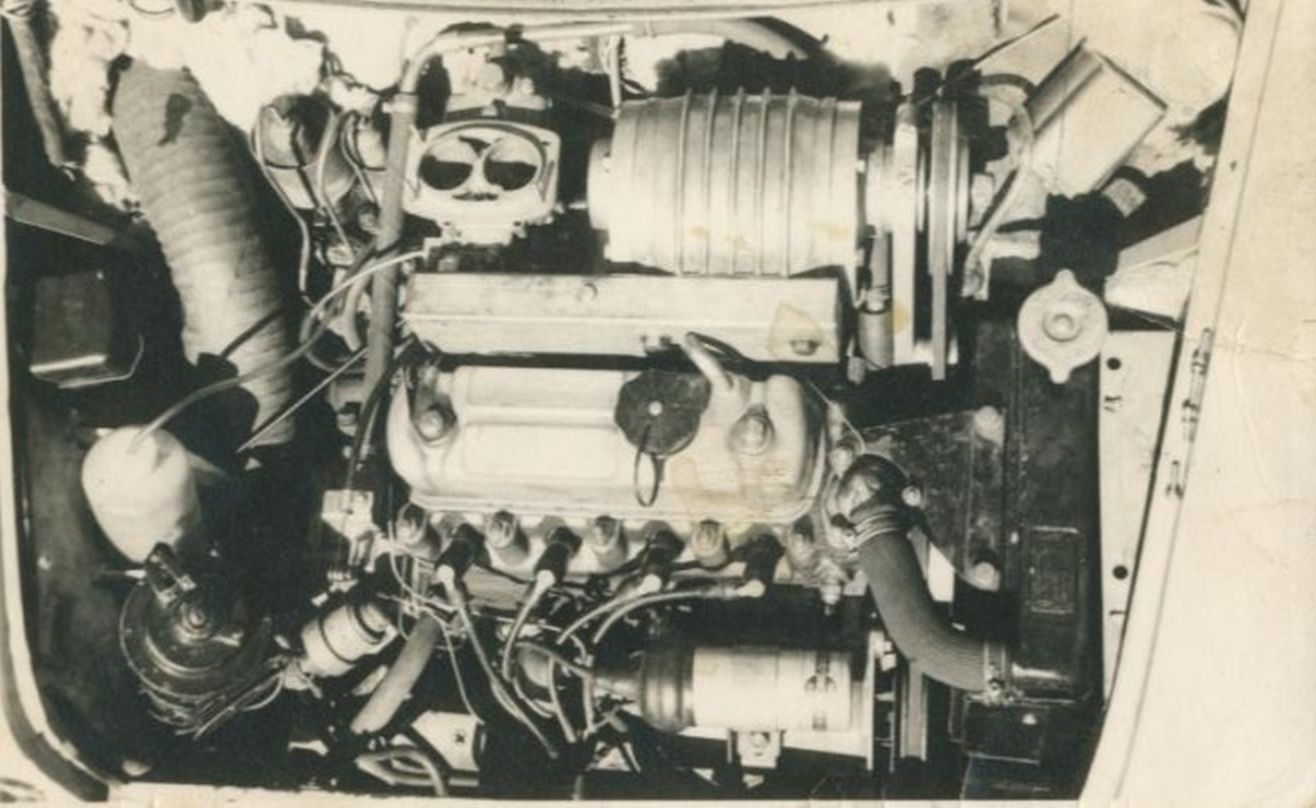
Greg Pill built a Wray-blown XR &*#@ Falcon stationwagon, shown in the images below (from Greg):
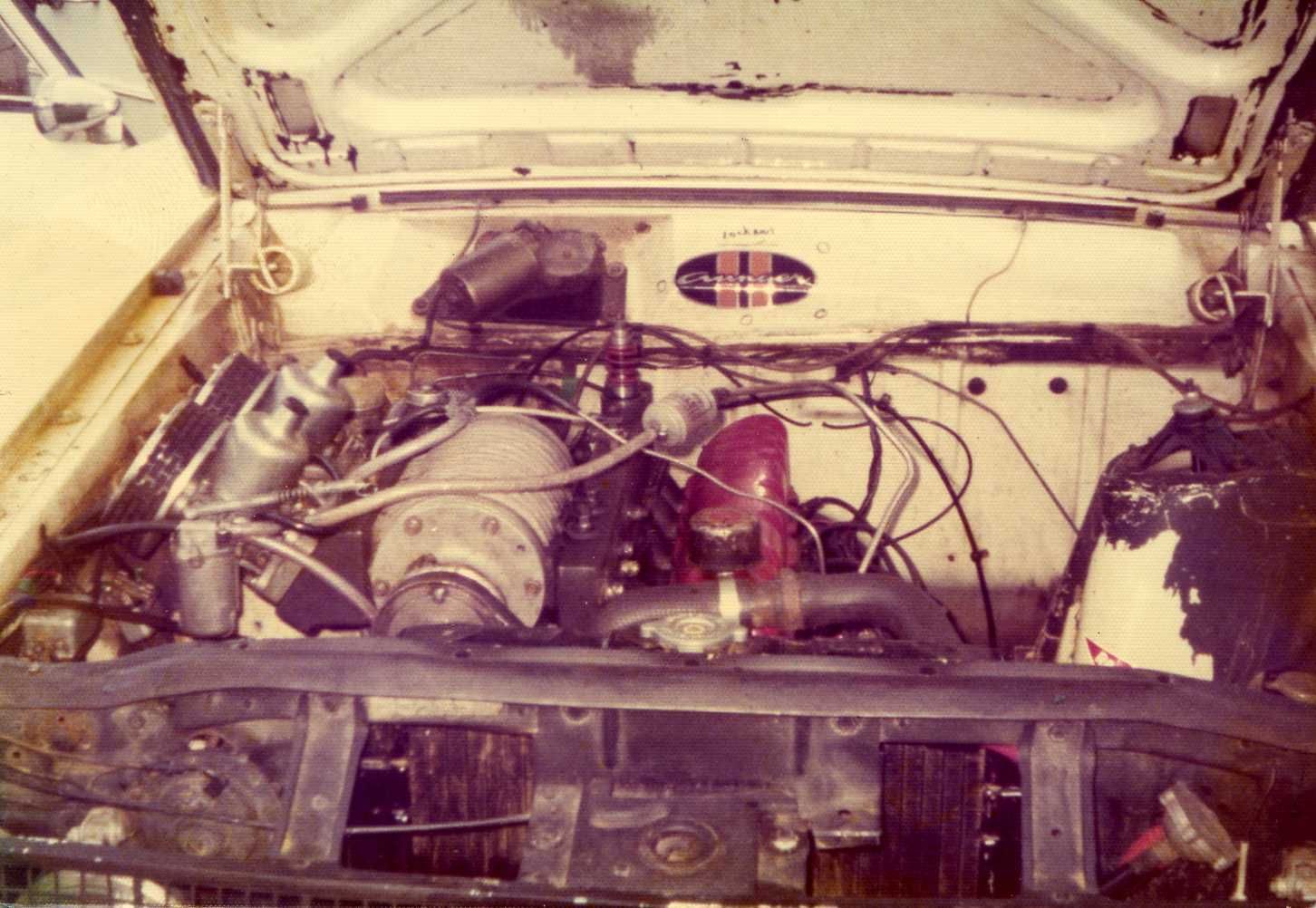
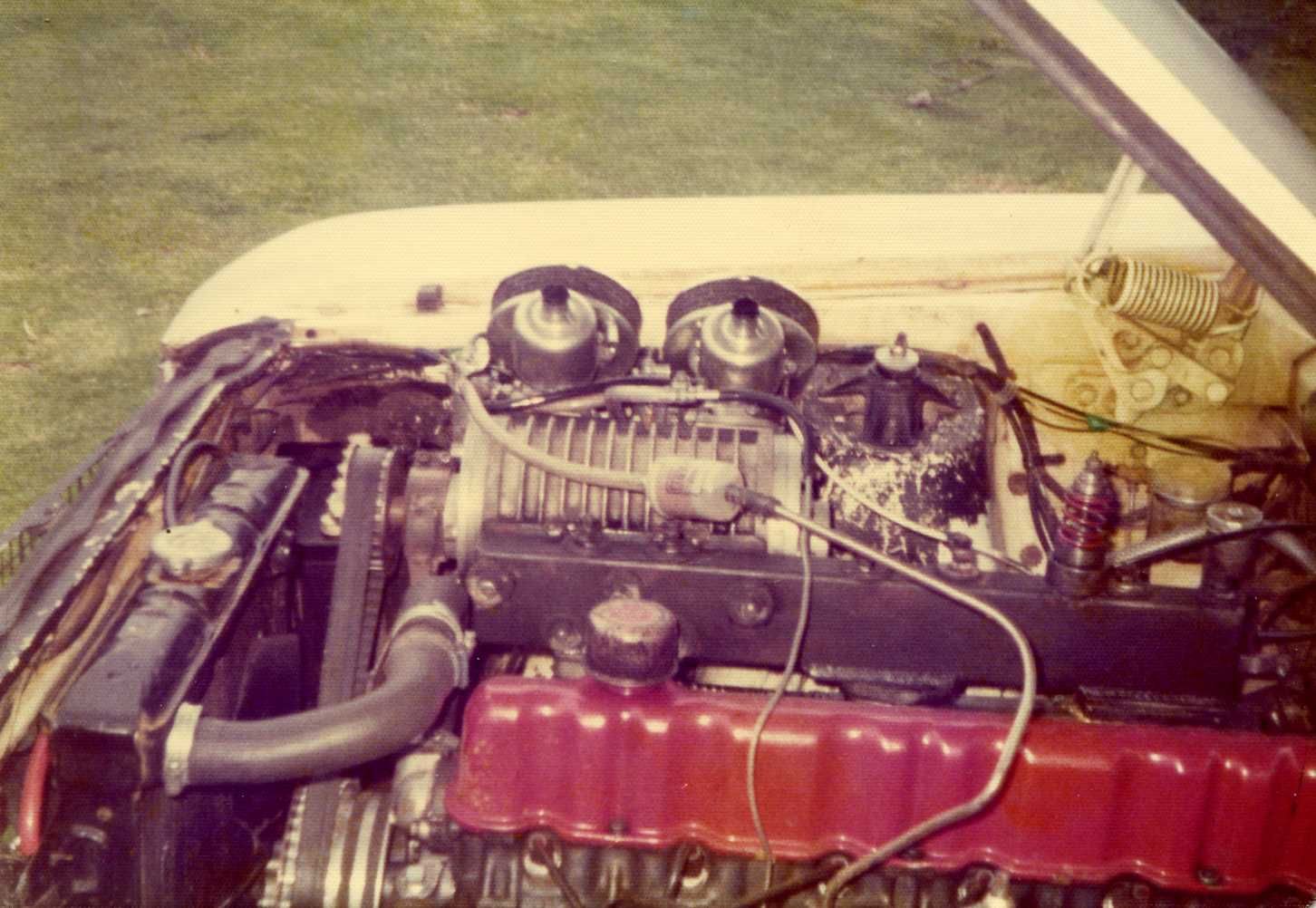
Greg’s Falcon ran the 170ci Pursuit straight-six engine, which was available from 1961-1972 (XK, XL, XM, XP and XR Falcons), and was good for up to 111BHP in naturally aspirated form. Greg’s 170 used short deck height pistons to lower the compression to 8.25:1, a worked cam, extractors and a ported and polished head. Two additional mounting plates were welded to the cast head which provided three ports. Greg utilised the larger of the Wray superchargers, mounting it via a box manifold with mounting bolts passing through the pressure envelope and sealed with rubber washers. The supercharger was fed by twin 1¾” HD SUs with the angled main body (the inlet manifold mounting face is equally angled to ensure the float bowl orientation is level). A double v-belt from the crank drove the water pump and alternator. The water pump pulley was machined to suit a gilmer belt which then drove the supercharger. A little unorthodox, but a smart way to solve the problem of fitting everything within the confines on the right side of the motor. A relief valve was fitted to the top rear of inlet manifold. The Wray delivered some 14psi of boost, and was street driven and never raced. Greg sold the &*#@ without the supercharger.
Following on from my Eldred Norman anecdote, I got to thinking about the period in Australia’s automotive history. The 1950’s and 1960’s were a period where we still relied heavily on local product – the market flooding of readily available imported go-fast parts for the small block Chev had yet to occur. This need for local equipment spurred on some very cool Australian engineering, including Eldred’s work. In the local forced induction field, there were numerous people bolting on (or making kits for) imported superchargers. This is a phenomena we see today with both Harrop (who kit out the Eaton TVS machines), the Castlemaine Rod Shop (who kit out the Aisin SC14 machine), and Yella Terra (who kit out the Eaton M90). Sprintex are perhaps the only Australian company who manufacture their own (twin screw) machines.
What is interesting (and also rather cool) is that Eldred was not the only Australian who was manufacturing superchargers (and not just kits) in the 1950’s and 1960’s period. One of Eldred’s contemporaries, competitors, and fellow South Australian was John G. Wray. The anecdote below tries to paint a picture of the Wray supercharger history. Just like my Eldred Norman anecdote, a word of warning regarding the information below. Some of the people who witnessed the events below have sadly passed away, including John Wray. It has also been half a century since the Wray supercharger was conceived. This anecdote has been written drawing together information from a broad variety of sources, many of whom are trying to remember events of fifty years ago. There may be inconsistencies with the information, or outright errors. Caveat emptor. I also owe a debt of thanks to a great number of people who helped pulled together the pieces of the “patchwork quilt” that became my Wray anecdote.
1. J.G. Wray
John Graham Wray was born in 1930, at an unknown location, in Australia. John married, and he and his wife Margaret did not have children. John spent some of his early years in England with his wife on a working holiday. His interest there was in automotive engineering and sporting cars. On return to Australia John was working as a Castrol sales representative, with Margaret working as a nurse. Over time John accumulated quite a few engineering tools and machines. He eventually started a small engineering shop (J.G. Wray General & Maintenance Engineering) at Newman Lane Glenelg, South Australia. The shop catered for general and maintenance engineering with John and staff being involved with the following activities:
• Small production runs of components for machinery,
• Design, manufacture and maintenance of machinery for the testing and manufacturing of automotive components,
• Design, manufacture and maintenance of machinery for the textile industry,
• Manufacture of marine components,
• Manufacture and maintenance of mining equipment, and
• Jobbing and ‘one off’ work.
Wray Engineering raised patents for example on a “burr beater” agricultural implement.
John owned a white hardtop MGA 1558cc twin-cam that he either brought back from or imported from the UK. He later sold the MGA to purchase an Alpha Romeo GTA. John’s main interest at that time was with yachts, bringing with that interest numerous customers to the company with the manufacture and development of marine parts and marine maintenance. John constructed a 30ft double-ended fibreglass ocean going yacht in one of the workshop bays. He used the yacht for many years until health issues forced him to sell it. His other interest in later years was exploring outback Australia in his 4WD. John passed away about eight years ago in Adelaide. The following article is drawn from the (Adelaide) Advertiser of the 14th of October 1954:
Vintage Racing Car Has History
Historic Racer
A vintage racing car, now being rebuilt in South Australia, has one of the most colourful histories of any vehicle in this State, and because of its age an even more colourful one than the ex-Prince Birabongse, MG K3, owned by Andy Brown. The car is a 1923 2-litre Miller, owned by Gordon Haviland, and at present being rebuilt by John Wray and Len Poultridge. Believed to be the first Miller to leave America, the car was taken to Europe in 1923 with two other Millers to compete in under 2-litre formula races. Count Louis Zborowski took delivery of the first car and entered it in the Spanish Grand Prix, run at Sitges-Terramar, in which he finished second. The other Millers also ran against Zborowski in the Grand Prix de l’Europe, at Monza, one of them, driven by Murphy, scoring third position. Count Zborowski kept his car when the other two returned to the US, and raced it in late 1923 and early 1924 before competing in the 1924 French Grand Prix. Well known author and writer in 'Autocar,' S. C. H. Davis was Zborowski's mechanic on this occasion. The introduction of the supercharger on other vehicles gave the Miller a considerable disadvantage in this event, but when 'blowers' were fitted, an American driver, Harry Hartz, covered 50 miles at 135 m.p.h in 1925. The Miller did not finish in the French Grand Prix, and Count Zborowski was killed at Monza shortly afterwards when his Mercedes skidded into a tree during the running of the Italian Grand Prix. All Zborowski's cars were then sold. The car was bought by Dan Higgen and raced at Southport Sands, in England in 1925. The Miller covered the flying kilometre in 25 seconds, and finished fourth. It raced in several events at Brooklands and in other meetings during 1925 and 1926. The car came to Australia a year or so later. It has had several owners in this country and competed in numerous hill climb and other events. The body has been lowered, but it still retains its original Miller engine. Picture shows John Wray working on the car this week.

A South Australian with a passion for old race vehicles who goes on to build his own superchargers? Sounds like another gentleman we have met before . As an aside, Count Zborowski built and raced the original Chitty Chitty Bang Bang… with a 23-litre Maybach aero engine (!). The Miller 122 shown in the photograph above is centrifugally supercharged.
Wray superchargers were manufactured at the Glenelg factory up until about 1967. The company moved to larger premises at nearby 46 Byre Avenue, Somerton Park in 1970 (now home to Tintworks window tinting), where production continued until about 1983. The image below, lifted from the internet, shows the Somerton Park facility in 2009, which is very similar to how it looked in the early 1980s.

John Wray’s direct involvement in the manufacture of the superchargers continued until about 1974. Wray superchargers manufactured after that time were still made at Wray Engineering, but manufactured by staff after hours and on weekends, with little to no advice from John. Batches of superchargers would be made, and sold to speed shops. It is estimated that around fifty superchargers were built in this fashion. Whilst quite a few people were employed at the Wray works, a few were heavily involved in the supercharger side of the business. James (Robbie) Robinson started at the Glenelg workshop and moved to Somerton Park. He was a leading hand until he left about the mid 1970’s. Greg Pill started as an apprentice in 1970 and worked there until 1985, having been a leading hand for about nine years. Robert (Bob) Cronin worked as a machinist from about 1975 until 1983. We will hear more about Robbie, Greg and Bob (and their vehicles) later in this anecdote.
2. Wray Supercharger Models
Like the Norman and Judson superchargers, the Wray supercharger was a sliding vane unit operating at relatively low pressure (~5psi boost). Like the Judson, and unlike some Normans, all Wray supercharger casings are 100% air-cooled. Wray offered two sizes, the smaller having a displacement of 60ci/rev (960cc) and the larger a displacement of 96ci/rev (1530cc). Note that these capacities of swept volume are calculated using the “modern” method of measuring them. In the example drawing below this means work out the volume shown in red, and multiplying it by six (yes, yes, I know, the Wray has four vanes… . it’s just an example ).

An alternate method was used in this period by Eldred Norman (and is noted in his book Supercharge!). Referring to the drawing above, Eldred’s method determines the volume shown in orange. Eldred’s method is neither more right nor more wrong than the “modern” method… just different. It also gives different results – a lot smaller number than the modern method. As an example, when we measure a Type 65 Norman supercharger using the modern method, we get 118ci/rev. However, when we measure the Type 65 using Eldred’s method, we get 67ci/rev (near enough to 65ci, and hence the name). The modern method is heavily dependent on port timing, whereas Eldred’s method is independent of port location. Using Eldred’s method, the table below compares the Wray superchargers to their contemporaries:

Both Wray supercharger sizes were available with the inlet and outlet port 180º apart (the “T” model) or 270º apart (the “L” model), giving a total of four variants – L60, T60, L96 and T96. Whilst the literature shown later in this anecdote indicates a T60 being made, it is not certain that this ever eventuated.
The L superchargers allow a more compact design, allowing installation between the engine block and the firewall of BMC vehicles. The supercharger was bolted directly to the cylinder head, the inlet manifold ran across the bottom of the casing, extending past the end plate. A downdraft carburettor was located next to the end plate between the engine block and the firewall. The larger supercharger casings were produced in two models: the first with the same design porting (90º) as the smaller superchargers, and the second with a cross-flow (180º) porting. The variations were achieved by utilizing an internal chamber (in the casting) between the liner and the outlet port. The liner porting was the same for both models.
The small L60 and T60 superchargers were originally marketed and sold in kit form for the various BMC ‘A’ and ‘B’ engines (including Minis), &*#@ Cortina 1.2-1.6L four cylinder engines and Renault R8/R10 956cc-1289cc models. The larger L96 and T96 superchargers targeted the 132.5-138ci Holden grey engine. Over the years the superchargers were sold and put to use on numerous applications ranging from 750cc motorcycle engines through to the 202ci Holden red engine.
The image shown below is taken from the 1968 Aunger Speed Equipment Retail and Mail Order Catalogue, and shows some of the Wray kits offered. It is a little cheeky… the image to the bottom right is a Judson supercharger kit and Holley carburettor to suit an Austin Healey Sprite.

The image below shows both the larger and smaller Wray superchargers (photo: Fred Radman). Note the absence of the T60 supercharger in the image… it may never have been made by J.G. Wray.

Some Wray superchargers were stamped with serial numbers, including the first one (Mike McInerney, who test-piloted it, can remember John Wray stamping the machine). However, the process was not systematic – none of the those manufactured during Greg’s time at Wray Engineering were numbered, nor any that returned for maintenance.
The newspaper clipping below is from Adelaide’s The Advertiser of Tuesday, February 7th 1967:

Interestingly, Andrew Mustard was a sales agent for Wray. From my earlier anecdote, Mustard was involved in the Bluebird land speed trials, and owned the Norman-blown Elfin which still holds Australian land speed records. The Elfin, and those records, get a mention in the sales literature below, which I have drawn from Fred’s collection:



It is interesting that Mustard describes phenomena that still apply today – the lower engine stress associated with supercharging, and the effect of valve overlap on boost.
Most of the Wray superchargers were installed by the purchasers, while a few custom installations were done at the factory.
3. Wray Supercharger Construction
John Wray designed and made all of the drawings, timber patterns, tooling and jigs for the Wray superchargers. The pattern for the L96 is shown below (photo: Fred Radman).

The main castings were cast elsewhere, while the machining and assembly was all completed in the engineering factory. With the move from Glenelg to Somerton Park a privately owned foundry was located at the rear of the property, and they provided the castings.
Early Wray superchargers were manufactured with cast iron liners, which were machined and honed. The liners were changed to a seamless steel design which reduced previous issues with liners cracking and/or breaking (we’ll hear more about one such event later). The steel liners were not treated or honed. The liner shown below (photos: Fred Radman) is an early one. The ports (oval slots) are parallel to the casing, and were referred to by Wray as Mark 1 porting. Norman superchargers have similar parallel porting.

The steel pointer in the Fred’s photo below is indicating the wear in the bridge pieces between the oval ports (inlet side).

Later Wray liners had Mark 2 diagonal porting, which imparted a wiping action to alleviate the wear. Judson superchargers used a diamond shaped port for similar reasons. The Mark 2 porting can be seen by the diagonal bridges in the photo below (photo: Fred Radman):

The early model Wray superchargers had a cast aluminium rotor. Due to a lack of quality control at the foundry these rotors had porosity in the castings, which caused a lack of strength. They occasionally exploded at high speed…. and sometimes at not so high speed too.

The photograph above (photo: Fred Radman) shows an early supercharger owned by Fred Radman (we’ll meet him later in this anecdote), complete with cast rotor. The supercharger later split a rotor, though after cutting the drive belt the car was able to be driven home. With the end plate off there was visible wear to the vane slots, with the ends starting to flare out. The split rotor is shown in Fred’s photo below - the crack originated at the corner of the slot, which is a stress riser:

In about 1970 the cast rotors were no longer produced, and instead aluminium billet extrusions were used. This reduced the frequency of rotor failures, though is no guarantee – some of the later rotors have cracked. The photo below, from John Bowles, shows a later rotor with a crack under the black “C” mark:

The rotor drive shafts were generally of a standard length. Custom orders were catered for with longer shafts and drive plate end castings with longer snouts to support the longer drive shafts. Wray supercharger rotors employ four vanes made from fibre reinforced Tufnol (Tufnol, like Bakelite, is a cotton reinforced phenolic resin). The vanes were cut to a rough size, then ground to final size (length, width and thickness) on a tool and cutter grinder. No springs or grooves were used with the vanes. The photo below, from Fred Radman, shows the vane profile:

Lachlan Kinnear remembers a discussion with Alec Rowe quite a few years ago. The conversation discussed the first Norman superchargers, and how Eldred had found a Judson supercharger. Apparently Eldred measured the critical dimensions to make the initial Normans. Whilst the Wray rotor dimensions are similar to Norman and Judson superchargers, they are not identical. The measurements may have been changed slightly by Eldred, or may have been scaled from photographs. Dimensions for the Judsons, Wrays and a range of Normans are shown below:

The Wray supercharger drive end was fitted with two 6303 sealed single race ball bearings and a spacer sleeve retained with a circlip. The non-drive end used one 6303 bearing retained with a circlip and a welsh-plug end cover. Note that this is similar to a Judson (which uses a single 6203 ball bearing at each end of the rotor), but different to a Norman, which has a single race ball bearing at the drive end and a roller bearing at the non-drive end, which slips the inner and outer races to allow the rotor to grow under heat. The Wray, like the Norman, uses a single lip seal (TC12420 for the Wray, with the Normans using a variety of seals) to seal the drive end. The Judson is different, using two seals on the drive end and a single seal on the non-drive end.
The Wray supercharger cast end plates were machined in a lathe. The clearance between the rotor and the drive end plate was set and the non-drive end clearance governed by the expansion of the rotor and housing. The expansion of the alloy rotor and the housing was similar and if the initial manufactured clearances were correct there were never any issues of seizing. This again is different to the early Normans, where there is significant difference in the growth of the steel rotors and alloy casings.
Wray Engineering manufactured various cast aluminium manifolds which were supplied with the ‘kits’ and these along with other designs were also available to customers to assist with other variations for individual installations. Otherwise, fabricated steel manifolds were easy to manufacture. The ‘kits’ did not have relief valves, though many of the later custom installations incorporated the valves, which were manufactured in the workshop. The image below (photo: Fred Radman) shows the T96 intake manifold. Note that the same casting is used for a single-barrel downdraft carburettor (the upper image), or a sidedraught carburettor (the lower image). The sidedraught option is effected by cutting the casting off at the flange. The pattern was originally made to suit the downdraught carburettor and then was modified at a later stage

Two-stroke oil was generally added to the petrol in the fuel tank for lubrication. Some customers added ‘oil injectors’ (like the Marvel Mystery Oiler used in Judson superchargers) to the inlet manifold to negate the need for premixing oil/petrol in the fuel tank. Typical Marvel oilers are shown below (photo: Fred Radman). Water injection was also used in some installations.

Various carburettors could be used; the preferred choice for later Holden installations being a 2” SU carburettor and a downdraught for the BMC kits. Manifolds could generally be machined or modified to suit various choices of carburettor. The photo below shows a T96 supercharger with a Weber DCOE adaptor, whilst the second image shows a fabricated Weber DCOE to L60 adaptor (photos: Fred Radman):


The engineering drawings below come from Fred’s collection:


4. Wray-blown Vehicles
Wray superchargers were fitted on a very wide range of vehicles. The first was Mike McInerney’s FJ, shown below.

The FJ was Mike’s first car, an ex-Department of Supply 132.5ci FJ Holden utility (in Maralinga Gray colour) which he bought at auction in 1960 for £165. The Department of Supply was an Australian government department that existed between March 1950 and June 1974, and managed aluminium production, tin import, control of atomic energy materials, supply of war material, building and repair of merchant ships and promotion and production of liquid fuels. Mike used the vehicle for milk-rounds from 1962 through 1965. In 1965, with the Wray works still operating from Glenelg, Mike fitted the first prototype large Wray supercharger. An adjustable oil injector was used to provide lubrication, with the bottle mounted on the scuttle. A sight glass was fitted to the injector to show the flow of straight 30- weight engine oil. Mike milled the head to take Holden 179ci red motor stellite valves (10% larger on the inlet and 5% on the exhaust than the standard grey) and lowered the compression ratio. Mike also milled and fitted main bearing cap bridges to the crank. The three-speed crashbox had a floor shift built by Alex Rowe (a joy to double clutch), 11” disc brakes on the front (a NSW-based company made them to fit onto the standard FJ Holden 15" wheel hubs), Dunlop R5 racing tyres, and ladder braces to strengthen the subframe to the chassis rails. The engine could pull from 10mph through to a top speed of about 90 mph in top gear, was very quick off the lights and very flexible throughout the rev range. The engine did not have a ‘big’ camshaft. It had a sign on the back, opposite the number plate – “Supercharged by Wray”… reminiscent of the “Supercharged by Norman” emblems of the era.
Mike did not have a relief valve fitted between the supercharger and the cylinder head, giving no overpressure protection in the event of a blower bang. Following a bang in Mildura, the blower cracked the cast iron liner bridges which act like a grille across the supercharger discharge port. The bridge pieces ended up in #6 cylinder of the grey motor. Mike disconnected the blower belt and drove back to Adelaide at low speed (some 400km…). On pull down of the grey, there was a damaged #6 piston and some hammer damage to the valves and valve seats. On tear down of the blower, it was noted that the rotor vane slots were wearing. The supercharger was rebuilt using a tougher alloy for the rotor and the casing liner was engineered from bore casing steel. The sleeve was pinned using a dowel with the front end plate as the locator. It was decided to follow the wisdom of Alex Rowe and mix two-stroke oil (about 2-2.5%) with main fuel for vane lubrication. The oil injector was deleted, and a relief valve installed. Mike took the ute to Darwin in August of 1968 and sold her in December 1969 to buy a brand new 1969 Holden V8 4-speed ute.
The photo below is of the Wray fitted to Mike’s FJ, running a single grey motor Stromberg carburettor (photo: Mike McInerney).

Note the “W” and fins cast into the inlet manifold.
A few months after Mike supercharged the FJ, Ian Robinson (Ronnie) installed the smaller model Wray supercharger on his street-driven 1310cc Mini Cooper S. The Mini is shown below:

The photo below shows the interior of the Cooper… with a suspicious looking boost gauge on the far right hand side of the cluster .

The Mini’s engine is shown below.

Robbie had bought the Mini new, having to wait twentyone weeks for the vehicle to be imported from the UK. The car was the 6th in South Australia. Robbie had a penchant for speed, with the brand new (and as yet naturally aspirated) Mini clocking some 90mph down Pirie Street, Adelaide in the early hours of his first day of ownership.
On fitting the supercharger, the car was found to run hot. A second radiator was installed in what was becoming a very cramped engine bay. The twin down-draught carb shown in the photo above would later be replaced with an 1¾” SU from a Jaguar. The SU’s needles were turned down on a lathe to suit the increased fuel load. The Mini was fed a diet of 115 octane fuel from BP, along with upper cylinder head lubricant added to the tank. A decompression plate was manufactured from 1/8” steel plate, with XW Falcon pushrods being used to bridge the increased distance.
The Wray-blown brick was quite a weapon… Robbie would own the machine for three years, and only hold his license for a few months in that time. The locals would pause in sipping their pints at the local hotel as the Mini spun 360º on it’s way past from the train station. A journey from Adelaide to Mildura (some 400km) was completed by the brick in 3¼ hours… the 75mph (120km/h) average speed probably had something to do with the empty fuel tank five miles from the journey’s end.
The local Police were equipped with Valiants, with Robbie keeping them busy. One journey over the ranges had the Mini clocked at 130mph, followed by 115mph past the local shopping centre. Slowing down over the railway tracks, Robbie made a wrong turn and ended up in a dead-end. The Valiant, in hot pursuit, was not as agile as the Mini and failed to negotiate the last corner. The Police, climbing from the damaged Valiant, were none too amused, and decided Robbie would probably be better off walking for the next 5½ months.
On getting his license back, some testing was in order. A large model Wray had been fitted to a bloke’s white Mark 1 Cortina GT. This engine was a five-bearing 1500cc with four-speed gearbox. The Corty was almost too hairy to drive, easily breaking traction in first gear, especially if the road was wet. The “test run” between the Cortina and Mini in the local hills got a little out of hand, with the Cortina ending up on it’s roof on the train tracks. Robbie would be walking for another two years two months after that drive.
Robbie’s wife also pushed the car hard. Refuelling the car at the local service station, the attendant refused to add upper cylinder head lubricant to the tank. A phone call had to be made to Robbie to prove that his wife was correct. When the tank was full (with the required lubricant too), the Mini departed at some speed… leaving black tracks for quite some distance down the street. Another incident saw the Mini clocked by amphometer at some 75mph in a 30mph zone. This also didn’t impress the local Police (though the “Unmarked Police Car” sticker on the rear window may have had something to do with that).
Sadly, the Mini was eventually written off.
Robbie can also remember a Datsun 1600 that received a Wray supercharger. The car was used to impress potential customers. On launching the Wray-blown Datto, non-believers would be asked to open the doors on the moving car. The supercharged engine torqued the body so much that the doors could not be opened.
Greg Pill built a Wray-blown XR &*#@ Falcon stationwagon, shown in the images below (from Greg):


Greg’s Falcon ran the 170ci Pursuit straight-six engine, which was available from 1961-1972 (XK, XL, XM, XP and XR Falcons), and was good for up to 111BHP in naturally aspirated form. Greg’s 170 used short deck height pistons to lower the compression to 8.25:1, a worked cam, extractors and a ported and polished head. Two additional mounting plates were welded to the cast head which provided three ports. Greg utilised the larger of the Wray superchargers, mounting it via a box manifold with mounting bolts passing through the pressure envelope and sealed with rubber washers. The supercharger was fed by twin 1¾” HD SUs with the angled main body (the inlet manifold mounting face is equally angled to ensure the float bowl orientation is level). A double v-belt from the crank drove the water pump and alternator. The water pump pulley was machined to suit a gilmer belt which then drove the supercharger. A little unorthodox, but a smart way to solve the problem of fitting everything within the confines on the right side of the motor. A relief valve was fitted to the top rear of inlet manifold. The Wray delivered some 14psi of boost, and was street driven and never raced. Greg sold the &*#@ without the supercharger.
327 Chev EK wagon, original EK ute for Number 1 Daughter, an FB sedan meth monster project and a BB/MD grey motored FED.
Re: Harv's Norman supercharger thread
The photo below, which I have taken from the internet, shows a Wray fitted to an unknown 1990’s rotary vehicle using twin HIF7 SU’s. I suspect this is John Basset’s (from Southern Fuel Injection, and linked to Globe Industries) RX3, which later was sold in Western Australia:

The smallest engines installations were fitted with Wray superchargers were two speedway motorcycles installed in 1976 for Bob Cronin. The first vehicle was a Birmingham Small Arms (BSA) Rocket 3, running on methanol. The BSA was Bob’s first venture into speedway racing - with no previous experience for him and his passenger on a ‘home made’ bike they were very competitive. The BSA Rocket 3 (a.k.a. Triumph Trident) was a three cylinder 750cc air-cooled pushrod overhead valve engine coupled to a dry plate clutch and four speed gearbox (some 200-odd were lucky enough to get a fifth gear). Over 27,000 Rocket 3/Tridents were produced during its seven-year history… though only Bob’s two would be Wray-blown . In the image below (photo: Greg Pill), the Wray T96 supercharger can be seen nestled below where the fuel tank and seat join.
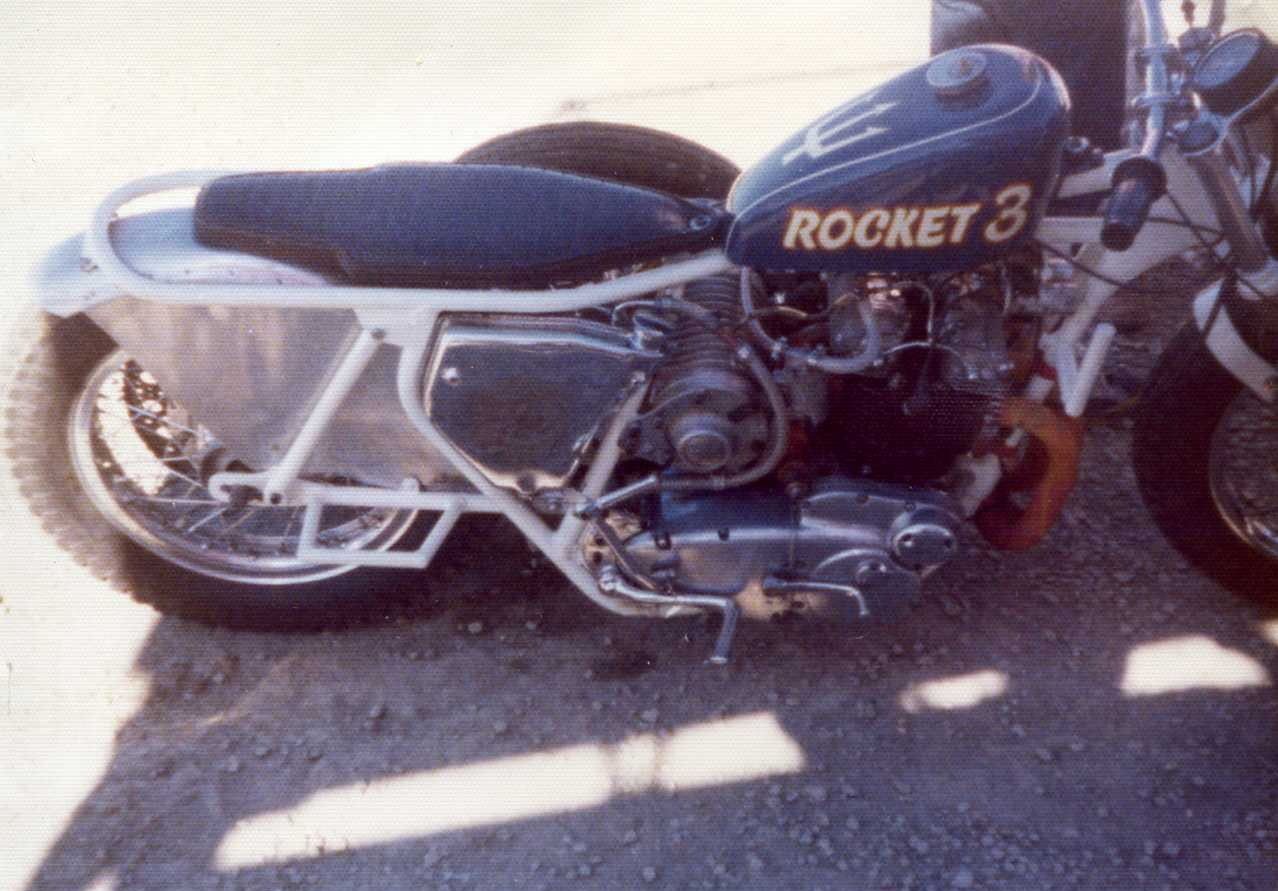
Bob’s second outing into home-made crotch rockets was powered by a sleeved-down 750cc Volkswagen engine. Bobs theory was that if the test engine worked in competitive service then a stronger, better engine would be built using after-market crankshaft, crankcase and heads. Initial engine was a 1200cc (40hp) crankcase, modified 40hp heads, custom cylinders utilizing 750cc Suzuki water-bottle pistons giving a capacity of 750cc. The Wray T96 supercharger was installed and can be seen in the image below (photo: Greg Pill), nestled below the fuel tank.

The bike had a very low centre of gravity, light weight and high power. Both of Cronin’s Wray-blown speedway outfits were tested and raced at the Rowley Park Speedway in Adelaide. They were very successful due to impressive power outputs. Unfortunately they were too successful; culminating in 'blown motors' being banned.
The Western Australian MG fraternity, recipients of the last batch of Wray superchargers, remain strong users of the machinery. Kevin McMahon runs a small Wray on his MG TC & Y Special (shown below in Kevin’s photo, followed by an image I lifted from the internet), as has Peter Compton, Rob Bodkin, John Bowles and Ed Farrar.


The Wray on Kevin’s Special was reworked by John Bowles, who machined the nose so that the bearings could accommodate the front engine attachment. Ed Farrar machined the vanes. The Special runs around 7½psi boost, indicated by a Spitfire (aeroplane) boost gauge. The video below shows Kevin’s vehicle at the 2015 Northam Flying 50:
https://www.youtube.com/watch?v=NKT8oyDycEE
The Special sees active race service, having beat both a Morgan and a Mazda MX5 at Barbagallo Raceway prior to blowing the gasket between the supercharger and inlet manifold.
Don Tosler (Toesler?), from the Rostrevor area of Adelaide built a mid-engined (Wray-blown 16TS) Renault 750 as a sports sedan hill climber. Mid-build, CAMS changed the rules, banning mid-engined cars and forcing Don to campaign the car under a different class, competing at circuits that included Collingrove.
Don Fraser from Revmaster Engineering Camshafts (Sheldon Street, Norwood) was a 1960s boat racer who had an Amilcar with a Wray-blown 2242cc Whippet motor. Amilcars were made in France between 1922 and 1938, whilst Whippets were made by Overland (Willys) in the US from 1926-1931. Don built the Amilcar in 1975. Pictured below (photos: Fred Radman) is the modified HS8 S.U. carburettor from the Amilcar. This used a Lord mount to hang the float bowl. The 3/16” jet is home-made… and somewhat larger than the factory 0.125”. The needle is stainless steel.

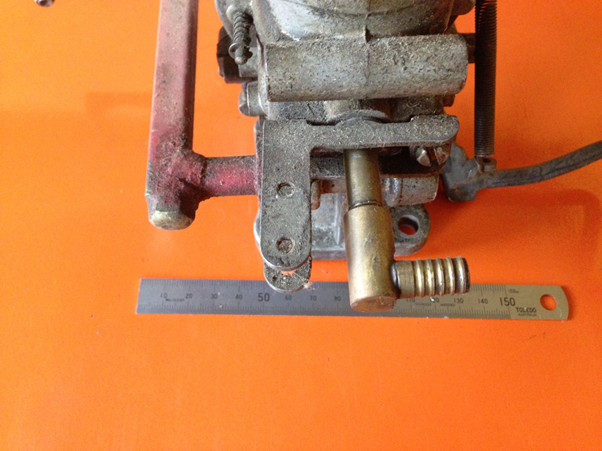

Don removed the carburettor along with the supercharger prior to sale as he was using it on his new set up. The Wray was subsequently replaced with a Roots supercharger with twin SU carburettors. The vehicle passed from Don’s hands to Neil Sullivan in 1999. The photos below show the Amilcar in it’s Roots-blown format:


Pictured below (photo: Dave Linton) is Dave Linton’s 1275cc Wray-blown Moke. In the late 1980’s Fred Radman offered Dave a Wray L60 BMC “A” series supercharger kit to install into the Moke. A fresh motor was built, overbored to 0.020” resulting in 1293cc and a compression ratio of 9.75:1. A custom camshaft was re-ground via Chris Milton using the Special Tuning 731 timing. However the lobe centre angle was reduced to 100º. The additional overlap enabled combustion chamber exhaust gas purging with the incoming compressed air/fuel mix. The Moke firewall was modified to allow the drive belt to run directly to the bottom pulley (see the modified red lead painted piece of box chassis section in the photo below). This placed the belt tensioner on the correct side (slack side) of the belt. The alternative (without the box section) places the tensioner on the drive side of the belt. A standard Moke harmonic balancer had a second vee groove cut into it to provide drive for the supercharger. After experimenting with a downdraught D5 S.U. carburettor and a Reece Fish, the carburettor was changed to a downdraught Stromberg as used in a Holden 186 red motor. A variable main metering jet was installed on the carburettor to adjust the fuel mixture. The Moke used a Marvel inverse oiler on the far side of the engine bay (complete with synthetic two-stroke oil). At full noise, the setup generated some 8–9psi of boost. Dave used the Moke daily for six months of the year over a couple of years, as Adelaide has pleasant weather from October to March. The main issue Dave experienced was that of carburettor icing during prolonged light throttle with cold ambient air temperature. Soon after installation the rotor failed, though cutting the fan belt enabled the Moke to be driven home to be repaired. Once the rotor had been replaced there were no other issues with the supercharger. The Moke competed at the Collingrove hillclimb and street drags at AIR. (Adelaide International Raceway). It was driven to the Australian Motorkhana Hay Nationals at Hay, NSW, with the Moke double-entered for two drivers. This is a round trip of some 1300km, with the carburettor icing issue being the only problem experienced on route.

Note the Wray sticker on the air cleaner. Fred had some of these made up in later years (photo: Fred Radman):

The photo below again from Dave Linton shows a T96 on a 1275cc Mini motor. The Wray manifolding has a Shorrock blow off valve which was found to seal better than the earlier plate type. Note that the manifold casting has been cut back to allow for a sidedraught carburettor.
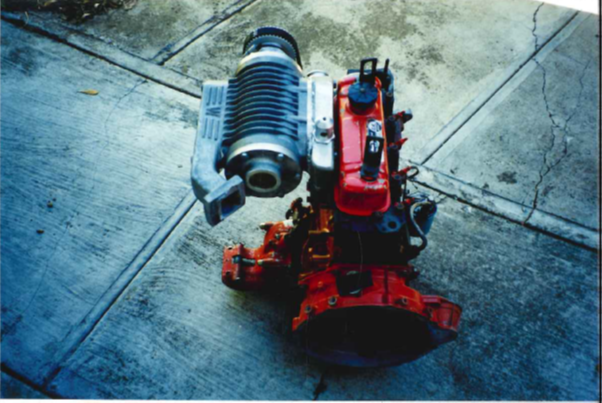
More photos from Dave below:
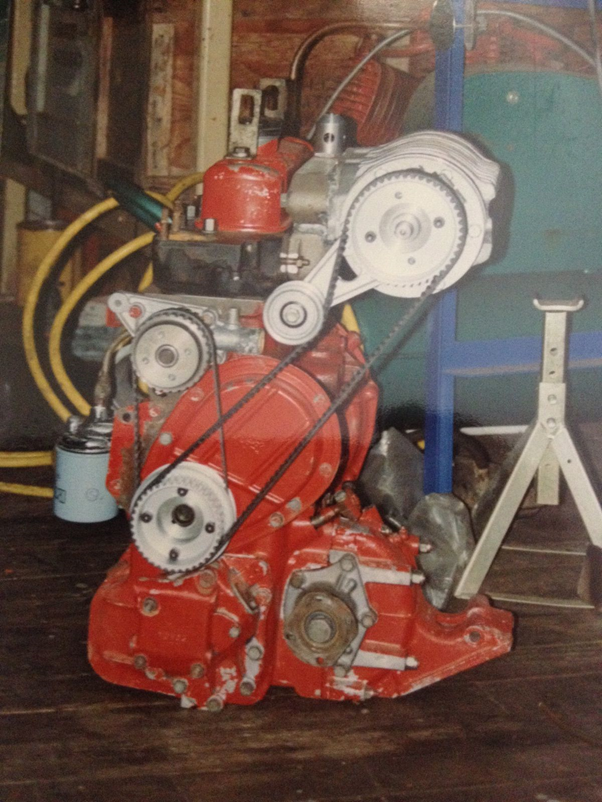

Lachlan Kinnear has a Wray on a vintage Vauxhall, whilst John Payne has a Wray on a MG Type 2. Lachlan’s Wray has the earlier cast rotor, and was earlier fitted to a Holden red motor from Mannum, South Australia. Lachlan also has the original Wray belt tensioner arm and inlet manifold.
Mike Adi’s (Advance Headers 16 Braeside Avenue Holden Hill South Australia 5088) Gamma Special Goggomobil was initially configured as a Wray-blown VW engine. The vehicle then moved to a Norman, and later to a Toyota (Aisin) SC14 running around 20psi of boost. The Wray was later sold to Brian Paige who fit it to a Simca. The photos below are from Mike:
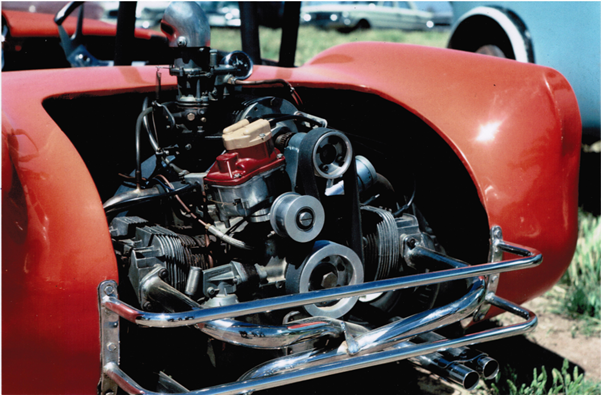
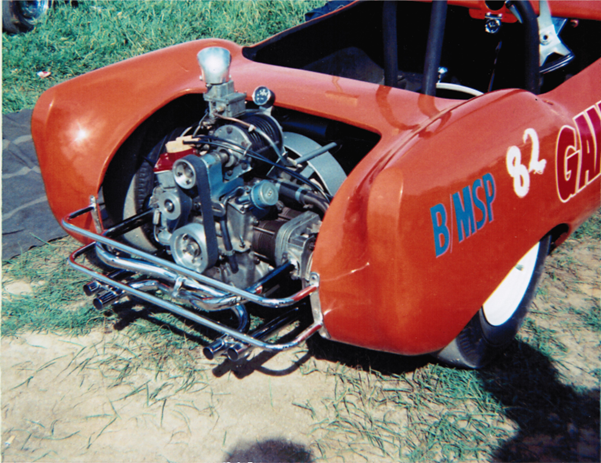
The Aisin-blown vehicle is shown below at Whyalla drags (I have lifted the images and video from the internet):



https://www.youtube.com/watch?v=vff3f9X4Ik4
https://www.youtube.com/watch?v=9hzBd4qzrLo
… and finally, a photo from Mike of the rear of the car:
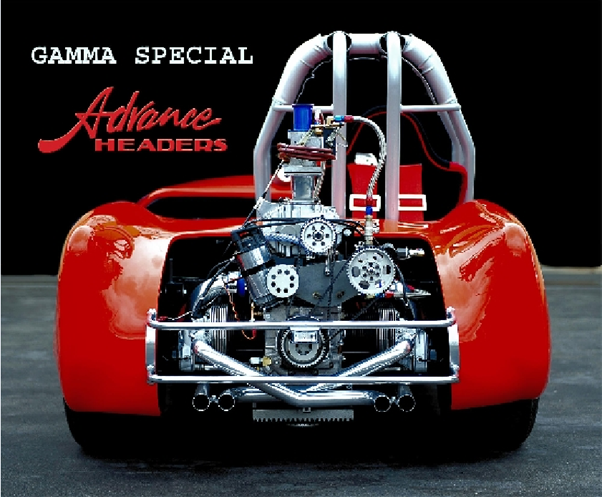
Rod O’Malley purchased a 1275cc MG Midget, and rebuilt the vehicle whilst still in his teens. The car was likely an ex race vehicle, notable through things like circles being painted on the doors (under layers of paint) and the sump plug being safety wired. As part of the rebuild, Rob acquired a small Wray supercharger in pieces. Having made his own manifolds to fit the Midget, the supercharger was reworked by Wray, with the casing rebored and the rotor slots tidied up before new vanes were fitted. The supercharger developed up to 5psi, though at any more loading the single vee-belt suffered slippage or breakage… Rod got around 500 miles from any given belt. Water/methanol injection was added to the Midget. The logbooked Midget would go on to serve as Rod’s road and track car, racing at circuits including Calder, Winton and Mallala. The car also saw service in motokahanas, though would only get 1½ events between gearbox failures. A 5.3:1 differential was later fitted for the Colingrove hillclimb, with the car starting in 2nd gear. Rod eventually sold the car through MG Sales (http://mgsales.net.au/).
Ed Farrar has a Wray-blown Morris Minor ute, which has travelled some 400,000 miles in Ed’s ownership. The Wray supercharger kit was purchased through Don Hall Motors in Subiaco, Perth in the late 1970's or early 1980s. The Morrie originally had a relatively standard 948cc engine, with the Wray kit only taking a few hours to fit. The first test drive of the ute, with Ed’s father riding shotgun, showed the car to be very strong. After a lap around the block Ed pulled up in the nearest straight road… the local shopping centre. From a standing start, Ed warned his father that he would see what the Morrie would do wide open. Ed got wheel spin in first, which continued through second gear. By the time Ed found third gear he was doing twice the speed limit… an inopportune time to pass the local Policeman.
After some 100,000 miles of service Ed was tiring of the engine taking a hammering from the supercharger. He purchased a complete Morris 1100s for $200, pulled the 1100cc engine and cut the end from the crank. A piece of steel was welded to the crank end and then machined to fit the standard lightened four-bolt flywheel and a Mk1 MG Midget clutch with uprated springs. In the following 300,000 miles the Wray-blown 1100 motor would only see one rebuild and one re-ring. As one of Ed’s friends found out, it’s not a good idea to bet the ute won’t do 100mph… Ed won the wager on the way to Esperance, leaving his mates brand new Honda Accord smoking at the side of the road from having tried to keep up. The Morris has seen some good loads over it’s time, often doing diving/camping duties (driver, two passengers, diving cylinders and compressor, tent, outboard motor and fuel tank, and 10’ boat on the roof). The Morrie has a new set of vanes fitted every 20 to 30 thousand miles depending on service conditions with the rotor being given a tickle each time. Ed carries a spare set of vanes under the seat in case of emergency.
Images below of the Morrie are from Ed:

Ed has run his Wray’s hard over the years. While competing in a motorkhana at Mooliabeenee (north of Perth, Western Australia), he ran the Wray without an air filter. The gravel turned a freshly rebuilt supercharger to scrap in a single day.
Ed has also made a number of spare rotors over the years. Ed targets a drive-end rotor-to-casing clearance of 0.002”-0.004” (Norman superchargers can be set to similar tolerances, though 0.010” is typical), and a non-drive end clearance of 0.018”-0.020” (Normans are typically 0.015”, with the early Type 65’s able to be set to 0.006”-0.008”). Ed has seen some Wray superchargers with as much as 0.080” clearance.
The photo below from Ed shows a rotor being machined:
Ed and the WA MG crowd have also continued the development and upkeep of the Wray vanes. Harry Pyle has sourced vane material. At some time in the last ten years the vane material became a problem, probably because the thickness had been rounded to millimetres. Chris Foreman of Armstrong Energy (181A Star Street Carlisle, Western Australia, telephone (08) 93612761) is able to supply the thicker vanes but can also machine them to fit the rotor. He is also cutting diagonal grooves designed by Ed Farrar to help seat the vanes against the casing. Ed originally found the concept for the grooves in an American publication on sports car modification. The grooves are shown in the image below:

Note that this is similar to the grooves used in the Norman superchargers produced by Mike Norman (see image below). Eldred’s machines did not use grooves.

The Farrar-modified Wray grooves are cut to one third of the vane thickness. The grooves are used to assist the vanes in being able to move in and out of the rotor. Sliding supercharger vanes are normally a “flop” fit, though may experience some changes in dimensions due to moisture, fuel properties or dirt. If the vanes become a tight fit, the oily environment they operate in may allow them to form a seal with the rotor. In this case, the vanes will draw a vacuum at the vane root as they try to slide out, or will build pressure at the vane root as they slide back in. The grooves allow the vane root to equalize pressure, allowing the vanes to slide freely. The slots also allow some flow of air/fuel/oil around the vane, helping lubrication. The Farrar-modified Wray grooves are sufficient to eliminate vane rattle at idle. At idle speed the centripetal force on the vane is low, and they can lose contact with the casing wall, giving a rattling sound. For the (Mike) Norman superchargers, the grooves are not sufficient to stop vane rattle, and springs are fitted under the vane (the square notches in the yellow vane show above are used to seat the springs). The Farrar-modified Wray grooves are angled, helping to sweep out any debris arising from vane wear.
Ed also has a complete spare Wray supercharger, and rebuilds Zoller sliding vane superchargers. Arnold Zoller (1882-1934) was Swiss machine technician, and worked for Fiat for several years designing racing engines before co-founding a business marketing the Nazzaro car. From 1917 he worked for Argus Motoren, focussing on developing the supercharger, particularly for two-stroke engines. This lead to the invention of the Zoller sliding vane supercharger in 1927, which were used in vehicles including BMW, DKW and NSU.
Another Wray-blown Morris Minor was owned by Phil Evans from the Morris Minor Centre, Adelaide. His ute ran a standard 948cc motor with extractors and the supercharger, and was used as the regular pick-up and delivery vehicle for the business.
The photos below, from the owner, show Tim Billington’s T96 Wray. This machine was purchased by Tim from a Mr Booth of Cooroy, Queensland around two years ago. It is an early Wray, with the early Mark 1 type porting. The manifold face that can be seen with a looooong stud hanging out of one hole was later modified by Wray to have four smaller bolts in addition to the three shown on Tim’s. Tim’s fabricated tensioner is not a factory (cast) Wray unit. On the periphery of both the casing a hole is noticeable at about the one o’clock position. This hole is used to install a locating dowel, that ensures the end-plates are rotated correctly with respect to the casing’s inlet and outlet ports. The end plates have a similar hole, along with another 180º around the periphery. The original Wray tooling has provision for drilling these holes (we’ll hear more about the tooling later), though not all Wrays had the dowels drilled. The carburettor-to-supercharger manifold (complete with grey motor BXOV-1 Stromberg carburettor) was cast before the pattern was altered to allow for both downdraught and sidedraught carburettors - the sidedraught carburettor boss is absent, and the speed stripes and “W” is as cast, not machined down as per the later Wray manifolds. Tim’s machine is destined for a Holden grey motor.




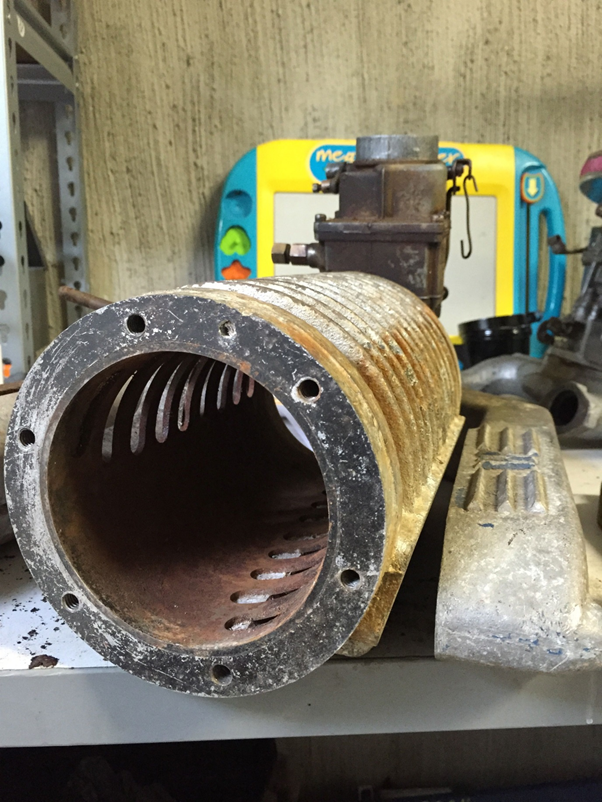


Gary Crosswell’s FC sedan is Wray-blown with an L96 (serial number L96/105), running on the over-bored (149ci) Holden grey motor. In lieu of the normal Stromberg, Gary’s Wray is fed by one of Eldred Norman’s massive 3” SUs.


Video of Gary’s machine is here:
https://www.youtube.com/watch?v=0x9rSqMfkKk
5. The Last Wrays
The last production of the Wray supercharger was an order in 1983, consisting of a mix of twelve superchargers (eleven small and one large model) for the MG TC Owners Club in Perth. These were to be installed on 1250cc MG TC and TD's, with the larger supercharger for 1588cc-1622cc MGA's. Interest in the order was sparked by Ed Farrar, with the order placed by Harry Pyle. Darryl Robins and Harry attended the MG Nationals meeting in Geelong in their MGTC’s. On the return trip to Perth they called into Wray Engineering and collected the batch of superchargers. Darryl had no passenger on the trip back and was able to carry most of the superchargers on the floor of his car, whilst Harry had two behind his seat. Harry would later note that in trying to fit one of the superchargers to an MGTC, a very large hole is required in the louvered bonnet side. Harry’s son Philip engineered a clever modification, turning the supercharger so that the inlet becomes the outlet and rephasing the end plates so compression happens between the inlet port and manifold port. This also entails drilling additional holes in the end plates – see photo below

Harry would go on to run the Wray-blown MGTC for six years as everyday transport. It is suspected that the supercharger is currently running on Kevin McMahon’s MG TC & Y Special, which we saw above. Harry was told in Adelaide that the patterns for the large supercharger would be destroyed, and that his was the last of the line. Thankfully, the moulds survived, and would lead to a later generation of superchargers… more on that below. Harry’s large Wray passed on to his son Philip, then to Colin Bonney unused, then onto Mike Sherrell. John Bowles assisted Mike by designing and building brackets and a manifold to finally fit the large Wray on to Mike's MGTC Special. The supercharger and kit were later onsold to Canada (more on this below). Philip Pyle fitted his small Wray in about 1984 to his Morris Minor convertible. Some years later Peter Compton fitted his small Wray to his MGTC. Pete Harper purchased a Wray supercharger some years ago from a Mr Muir, along with the pulley/speed scale paperwork. The machine is pictured below, running a Holley Model 1904 carburettor (the 1904 was common in Judson applications). The manifolding suits the BMC "A" series engine. The machine has never been installed or run. It is likely that this machine was part of the last batch of twelve.

As noted above, Harry Pyle’s large Wray was sold on to Mike Sherrell. The supercharger was destined to be fitted to Mike’s 1949 1275cc MGTC/9349 XPAW motor. In July 1998 work began on a plenum chamber, with the supercharger being fitted over the next few months. The Wray-blown MGTC was fitted with an 1¾” S.U. carburettor, running a 0.125” jet and UVF needle. It’s first outing was at the Joondalup Round the Houses meeting in October 1998, and was nothing short of spectacular. Boost was off the dial, with the MG rocketing away from the other racers at the start, only to fuel up and bang the relief valve. The mob would then swarm past the MGTC, wreathed in clouds of black smoke. The XPAW would then clear its throat and roar away after them. With enormous torque it would rocket out of the course's tight corners and soon be up and through the pack, only to have the whole process repeat itself over and over. It may have taken some time to get the grin off Mike’s face after the race. The MGTC was in for some serious tuning before it’s next outing. A larger drive pulley was fitted, reducing supercharger speed to 85.7% of engine speed. This reduced boost to a more sane level (if 12-14psi can be called sane). The relief valve spring was reset to around 16psi, whilst the SU needle was leaned up to UVA. The distributor advance was retarded severely. Tuning on the rolling road showed the MGTC was producing 80bhp at the rear wheels, almost double the factory offering and the most the dyno operator said he had seen from this type of MG engine on his equipment. The tuned MGTC made a stunning performance at Ellenbrook, Western Australia in May 2000. A sprint had been set up around the new roads and curbs of a subdivision yet to have houses built. Such an event was perfect for the small vehicle, with more than a few eyebrows raised at the performance - 56.4sec, placing it before fiftyseven other cars including Westfields, Porsche 911s, Nissan Skylines, BMW M3Rs, a Holden VT Commodore HSV GTS, &*#@ GTHO, Lotus Elise's, Alfa Romeo's, Jaguar E Type and Datsun 260s.
While the car was performing strongly, overheating was becoming a problem on the longer events. In November of 2002 the head gasket let go at the Wanneroo Historics meeting. Tear-down showed a totally destroyed head gasket. To combat the problem, Michael tried blocking off all the water holes between head and block with cast iron inserts, though this lead to the engine running too hot. The final solution (in December 2003) copied the factory race engines, where a 1" pipe is run from the top rear core plug to the back of the cylinder head. The MGTC has run in this guise ever since with no gasket failures and at the coolest of temperatures.
Sadly, in May 2004 disaster struck in the middle of a motorkhana. The Wray seized and stopped dead, with the engine spinning at some 6000rpm. One drive belt snapped, but the other belt kept driving. The supercharger had swallowed one vane and cracked the other three. The tear-down showed the Wray driveshaft had a 270º twist, with the pulley key disintegrated. The casing liner was 0.040" out of round, and the rotor slots opened up. After some major repairs, the Wray returned to service, thought he increased clearances would only support 8psi of boost. Michael sold the Wray, which made it’s way to Vancouver, Canada. The MGT has since been Roots-blown. The photos below, from Mike, show the Wray-blown track terror:
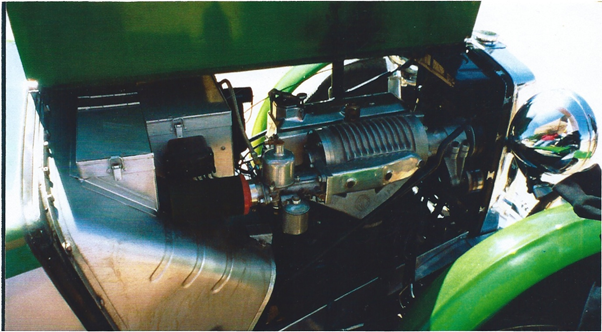

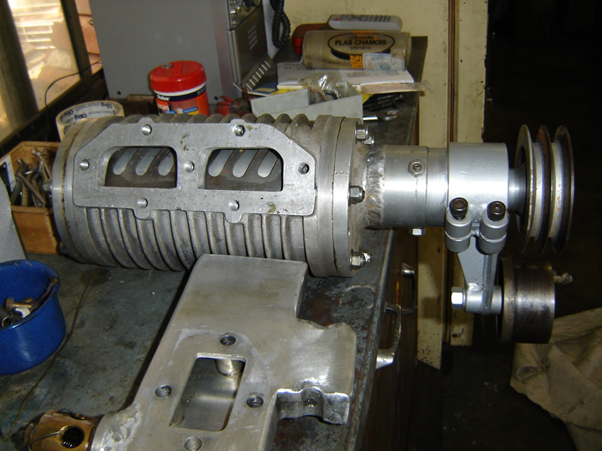

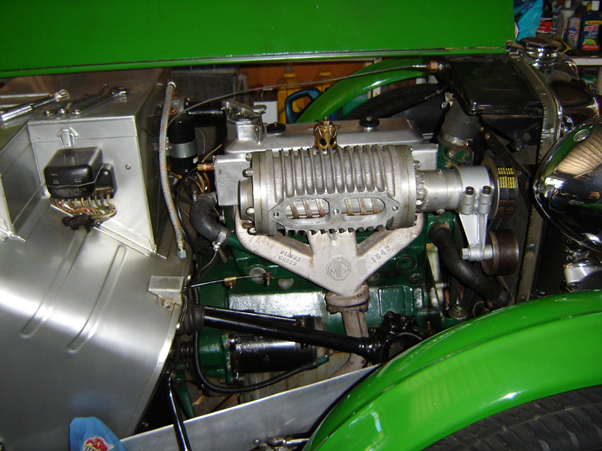

6. Fred Radman and the Second Generation of Wray Superchargers
The Wray superchargers were largely being sold in batches to speedshops. Once the speedshops mark-up was added, the superchargers became expensive. The lack of demand for superchargers, possibly due to the ability to install a V8 engine with cheap horsepower into various cars; and the lack of enthusiasm by John Wray and staff (who in previous years had an interest in performance vehicles) led to the stop in production. The drawings, patterns and tooling were sold in about 1986 to Fred Radman, starting a new era in Wray superchargers.
In the late 1970’s, Fred’s interest in supercharging was sparked by the noise coming from a motorkhana being held in a nearby shopping centre carpark at Tea Tree Plaza, Adelaide. On investigation, Fred found one of the competitors to be running a Mini Moke, complete with Formula 5000 slicks. The owner of the vehicle was Rob Searle. Rob was serious about his motorkhana vehicles, having competed in a Morrie ute powered with a supercharged Holden 138 grey motor the year before. Rob had purchased a steel case/steel rotor air cooled Type 65 Norman in pieces, with one end plate missing and no vanes. Having remade the missing components, the Norman was mounted to the grey motor and fed by twin Strombergs in suck-through mode. The Norman was later transferred to the 1275cc Moke engine, and chain-driven. A custom cam was ground up by Chris Milton Motors. Rob found that the suck through system experienced throttle lag, and modified it to run blow-through. A single SU carburettor was mounted in a pressurised box, made from an old saucepan. The SU would later be replaced with a Reece Fish carburettor. A Stromberg throttle body was employed as a waste gate, controlled by flexing a Holden fuel pump diaphragm to begin wasting at some 15psi of boost, Under load, the induction and exhaust noise of the little brick engine was incredible. (photos: Fred Radman)


Rob would later go on to wreck out the Moke, selling the Norman to Dennis Boundy to place into a Holden museum. The ex-Moke Norman supercharger is shown in Dennis’ photo below:
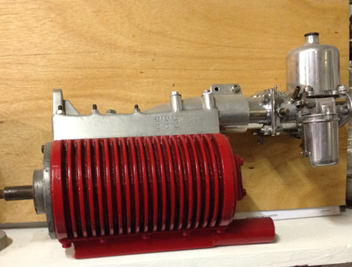
Dennis is no stranger to Norman superchargers… his Norman blown FJ sedan is legendary for running some 113mph on the Lake Gairdner Great White Dyno. The FJ runs a water cooled Norman, mounted on the drivers side of the grey motor and fed by a 350 Holley. The water cooling is run through a water/air intercooler. Dennis’ photo of the Norman blown FJ are below:

A few years later, with the noise of the Norman-blown Moke still ringing in his ears, Fred went on to purchase his first supercharger. This was a small model Wray, which had come from a Renault 8 or Renault 10. A few years later still a second Wray was purchased, again small model complete with a Mini fitment kit. The earlier supercharger was onsold to Kevin Shearer, whilst Fred still has his second supercharger.
In the late 1980’s, Fred got into contact with John Wray, who in turn directed him to a Greg Pill, who had worked for Wray and had the moulds and tooling. This was around the time that the final batch of twelve superchargers was being made the MG TC Owners Club of Perth. Fred can remember meeting John Wray, who carried a small book of engineering details Fred purchased the casing moulds and tooling, and went on to cast his first supercharger. Pictured below are some of the drawings, sketches and doodlings which came with the moulds and tooling (photos: Fred Radman):
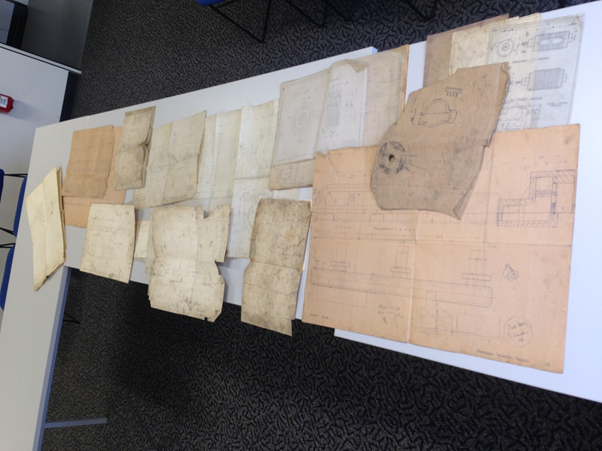
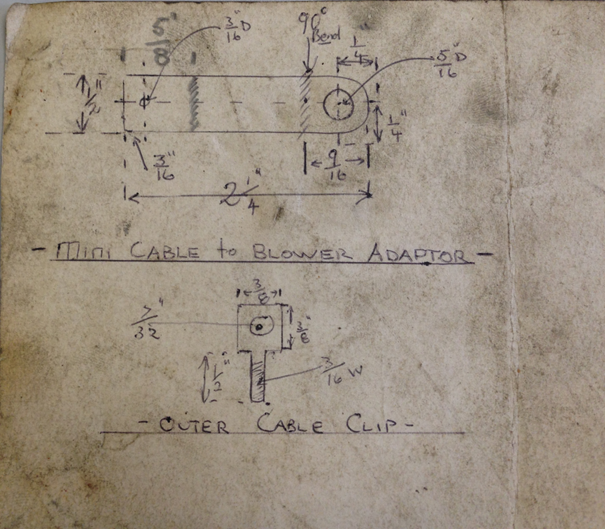
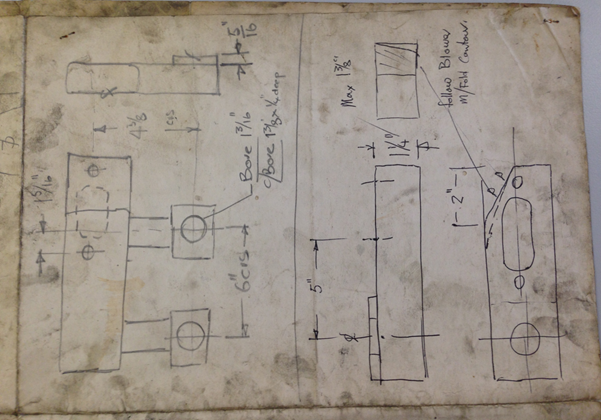
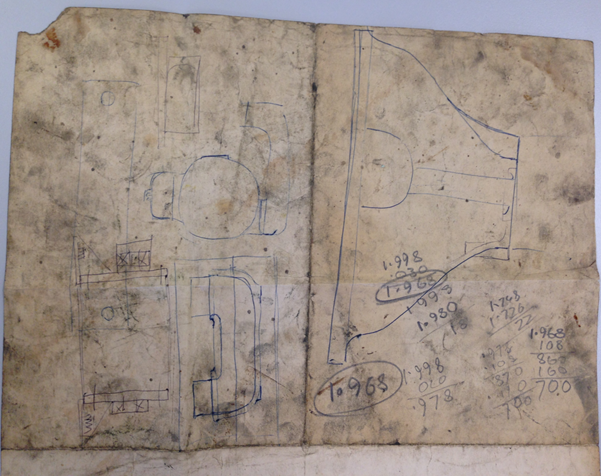
The pink drawing in the upper photo nearest the camera is a Holden grey motor manifold (sadly, no patterns or jigs exist for this one).
The small foundry used for Fred’s first casting run in Magill, Adelaide did not produce a satisfactory casting, and Fred changed to the Castech foundry (in Wingfield, South Australia - http://castech.net/) for all subsequent work. The casing castings for the Radman superchargers were done in CC601 (A356/A357) aluminium alloy, which was later heat treated. Machining of the raw castings was undertaken by Bob Jolly. Bob was an ex-Isle of Man bike racer who competed across Europe in the mid-1970s. Bob also scratch built JAP, Velocette, Triumph and Norton gear. He was also the owner of Bob Jolly and Co Machining, which still exists: http://bobjolly.com.au/.

Bob's company was started in 1979 as Bob Jolly and Co Racing, with simple turning and milling operations servicing the racing community from his St Peters, Adelaide workshop. Bob relocated his workshop to Lobethal in the Adelaide Hills, and then to 82-84 Francis Road Wingfield, where they still operate today. All the rotors machined by Bob have distinctive rotor vane slots. The profile of the slitting saw used gives radiused roots, which lowers root stress in the rotor. The photo below (from Fred) shows the radiused vane root profile:

Fred went on to make L60, L96 and T96 machines, along with one T60.
Fred had been told by John Wray that cast iron diesel cylinder liners were used as casing liners in the Wray superchargers. For Fred’s machines, steel bore casing was used, with diagonal ports. Unlike the original Wray superchargers, Fred’s machines had the liners honed. Rotors were machined from 6060 or 6061 aluminium alloy. Like the earlier Wrays, the vanes were made from Tuffnol, which Fred sourced from Cadillac Plastics in Adelaide.
Fred also has the patterns for the Mini and T96 inlet manifolds. The latter can be machined for a single barrel downdraught carburettor, or cut to suit a side-draught SU or injection throttle body.
The Radman superchargers mainly used downdraught Stromberg carburettors with a variable main metering jet. Pictured below (photo: Fred Radman) is a D5 factory down draft S.U carburettor, used on the early Radman Mini setups. The adaptor mates it to the stud pattern on the intake manifold. Whilst it worked well it was not an easy carburettor to source, and Fred soon changed to Stromberg carbs for ease of availability.

Authors note: I have named the second generation of machines (made by Fred) Radman superchargers, to differentiate them from the Wray supercharger. Fred is modest, and views them as Wrays. I personally think though that anyone who manufactures superchargers from scratch, and continues their development deserves more than a little recognition… hence I’ve kept the Radman naming.
Around one dozen of the Radman superchargers were made, with the finished machines selling for cost at around $1000. Some of the superchargers were stamped with model and serial numbers, whilst others were not. The first of the Radman superchargers was sold to Peter Wilson in Adelaide on the 15th of January 1993 as a “kit” of parts. The liner was not machined for inlet/outlet ports, with Peter undertaking his own port timing. Peter built a Morris 8 special, named Pieces of Eight. Pieces of Eight was built in South Australia between 1988 and 1990, based on a 1937 UK Morris 8 special. It is a fully CAMS accredited Group K vehicle. It has a Morris 8 four-cylinder side valve engine, with the supercharger running at 12psi. It runs a single 1¾” SU on avgas. The car has finned 8” brakes driven by original 1935 hydraulics. Suspension is by Hartford friction shock absorbers, keeping the bounce out of 16”x3½” Dunlop magna wire polished alloy wheels.

The images below (photos: Fred Radman) shows the original Radman supercharger made for Pieces of Eight, along with the original 2” SU carburettor supplied. To fit between the dumb irons on the chassis it was machined down so as to have only one bearing on the input end. The supercharger is directly driven from the Morrie’s crankshaft.


After the car was sold the supercharger rotor was subsequently shortened and a spacer fitted inside the casing to lower the capacity. Such modifications, whilst unusual, were not unique. Bob Jolly took a T96 casting and cut and shut it to make a T60 for Dave Linton (perhaps the only T60 ever made). Jim Howard from Slider Engineering hard anodised the rotor and also machined and anodised the tooth belt pulley. The cut and shut T60 unit would later be fitted to an Austin 7 race car.
The second Radman supercharger was also sold to another Morris 8 owner, with a further Radman going to an Alfa Romeo-powered Amilcar.
Fred moved to the UK, with sales of the Radman Wrays continuing in his absence by Bob Jolley, Dave Linton and Phil Evans. When Bob sold a supercharger, he often stamped a small “R” (for Robert) into the casing. The “R” is shown in the image below of a T96 Wray (photo: Fred Radman).

Fred sold two superchargers whilst in the UK to John Bibby, who rebuilt Shorrock and other superchargers. John still trades as John Bibby Superchargers (72 Feiashill Road Trysull Wolverhampton West Midlands WV5 7HT). The image below (photo: Fred Radman) was taken in the UK at John Bibby’s place, and shows a Cozette eccentric vane supercharger, a Wray L60 sliding vane supercharger and a Shorrock C75 eccentric vane supercharger.

Whilst in the UK Fred continued his research, speaking to Tuffnol about improved vane materials.
Sadly, the increasing availability of the Aisin superchargers used by Toyota reduced the market for the Radman superchargers, and no further batches were made. Fred still has a number of the castings and complete machines – the photo below (photo: Fred Radman) shows a manifold Fred recently machined:


Regards,
Harv (deputy apprentice Wray supercharger affecionado).

The smallest engines installations were fitted with Wray superchargers were two speedway motorcycles installed in 1976 for Bob Cronin. The first vehicle was a Birmingham Small Arms (BSA) Rocket 3, running on methanol. The BSA was Bob’s first venture into speedway racing - with no previous experience for him and his passenger on a ‘home made’ bike they were very competitive. The BSA Rocket 3 (a.k.a. Triumph Trident) was a three cylinder 750cc air-cooled pushrod overhead valve engine coupled to a dry plate clutch and four speed gearbox (some 200-odd were lucky enough to get a fifth gear). Over 27,000 Rocket 3/Tridents were produced during its seven-year history… though only Bob’s two would be Wray-blown . In the image below (photo: Greg Pill), the Wray T96 supercharger can be seen nestled below where the fuel tank and seat join.

Bob’s second outing into home-made crotch rockets was powered by a sleeved-down 750cc Volkswagen engine. Bobs theory was that if the test engine worked in competitive service then a stronger, better engine would be built using after-market crankshaft, crankcase and heads. Initial engine was a 1200cc (40hp) crankcase, modified 40hp heads, custom cylinders utilizing 750cc Suzuki water-bottle pistons giving a capacity of 750cc. The Wray T96 supercharger was installed and can be seen in the image below (photo: Greg Pill), nestled below the fuel tank.

The bike had a very low centre of gravity, light weight and high power. Both of Cronin’s Wray-blown speedway outfits were tested and raced at the Rowley Park Speedway in Adelaide. They were very successful due to impressive power outputs. Unfortunately they were too successful; culminating in 'blown motors' being banned.
The Western Australian MG fraternity, recipients of the last batch of Wray superchargers, remain strong users of the machinery. Kevin McMahon runs a small Wray on his MG TC & Y Special (shown below in Kevin’s photo, followed by an image I lifted from the internet), as has Peter Compton, Rob Bodkin, John Bowles and Ed Farrar.


The Wray on Kevin’s Special was reworked by John Bowles, who machined the nose so that the bearings could accommodate the front engine attachment. Ed Farrar machined the vanes. The Special runs around 7½psi boost, indicated by a Spitfire (aeroplane) boost gauge. The video below shows Kevin’s vehicle at the 2015 Northam Flying 50:
https://www.youtube.com/watch?v=NKT8oyDycEE
The Special sees active race service, having beat both a Morgan and a Mazda MX5 at Barbagallo Raceway prior to blowing the gasket between the supercharger and inlet manifold.
Don Tosler (Toesler?), from the Rostrevor area of Adelaide built a mid-engined (Wray-blown 16TS) Renault 750 as a sports sedan hill climber. Mid-build, CAMS changed the rules, banning mid-engined cars and forcing Don to campaign the car under a different class, competing at circuits that included Collingrove.
Don Fraser from Revmaster Engineering Camshafts (Sheldon Street, Norwood) was a 1960s boat racer who had an Amilcar with a Wray-blown 2242cc Whippet motor. Amilcars were made in France between 1922 and 1938, whilst Whippets were made by Overland (Willys) in the US from 1926-1931. Don built the Amilcar in 1975. Pictured below (photos: Fred Radman) is the modified HS8 S.U. carburettor from the Amilcar. This used a Lord mount to hang the float bowl. The 3/16” jet is home-made… and somewhat larger than the factory 0.125”. The needle is stainless steel.



Don removed the carburettor along with the supercharger prior to sale as he was using it on his new set up. The Wray was subsequently replaced with a Roots supercharger with twin SU carburettors. The vehicle passed from Don’s hands to Neil Sullivan in 1999. The photos below show the Amilcar in it’s Roots-blown format:


Pictured below (photo: Dave Linton) is Dave Linton’s 1275cc Wray-blown Moke. In the late 1980’s Fred Radman offered Dave a Wray L60 BMC “A” series supercharger kit to install into the Moke. A fresh motor was built, overbored to 0.020” resulting in 1293cc and a compression ratio of 9.75:1. A custom camshaft was re-ground via Chris Milton using the Special Tuning 731 timing. However the lobe centre angle was reduced to 100º. The additional overlap enabled combustion chamber exhaust gas purging with the incoming compressed air/fuel mix. The Moke firewall was modified to allow the drive belt to run directly to the bottom pulley (see the modified red lead painted piece of box chassis section in the photo below). This placed the belt tensioner on the correct side (slack side) of the belt. The alternative (without the box section) places the tensioner on the drive side of the belt. A standard Moke harmonic balancer had a second vee groove cut into it to provide drive for the supercharger. After experimenting with a downdraught D5 S.U. carburettor and a Reece Fish, the carburettor was changed to a downdraught Stromberg as used in a Holden 186 red motor. A variable main metering jet was installed on the carburettor to adjust the fuel mixture. The Moke used a Marvel inverse oiler on the far side of the engine bay (complete with synthetic two-stroke oil). At full noise, the setup generated some 8–9psi of boost. Dave used the Moke daily for six months of the year over a couple of years, as Adelaide has pleasant weather from October to March. The main issue Dave experienced was that of carburettor icing during prolonged light throttle with cold ambient air temperature. Soon after installation the rotor failed, though cutting the fan belt enabled the Moke to be driven home to be repaired. Once the rotor had been replaced there were no other issues with the supercharger. The Moke competed at the Collingrove hillclimb and street drags at AIR. (Adelaide International Raceway). It was driven to the Australian Motorkhana Hay Nationals at Hay, NSW, with the Moke double-entered for two drivers. This is a round trip of some 1300km, with the carburettor icing issue being the only problem experienced on route.

Note the Wray sticker on the air cleaner. Fred had some of these made up in later years (photo: Fred Radman):

The photo below again from Dave Linton shows a T96 on a 1275cc Mini motor. The Wray manifolding has a Shorrock blow off valve which was found to seal better than the earlier plate type. Note that the manifold casting has been cut back to allow for a sidedraught carburettor.

More photos from Dave below:


Lachlan Kinnear has a Wray on a vintage Vauxhall, whilst John Payne has a Wray on a MG Type 2. Lachlan’s Wray has the earlier cast rotor, and was earlier fitted to a Holden red motor from Mannum, South Australia. Lachlan also has the original Wray belt tensioner arm and inlet manifold.
Mike Adi’s (Advance Headers 16 Braeside Avenue Holden Hill South Australia 5088) Gamma Special Goggomobil was initially configured as a Wray-blown VW engine. The vehicle then moved to a Norman, and later to a Toyota (Aisin) SC14 running around 20psi of boost. The Wray was later sold to Brian Paige who fit it to a Simca. The photos below are from Mike:


The Aisin-blown vehicle is shown below at Whyalla drags (I have lifted the images and video from the internet):



https://www.youtube.com/watch?v=vff3f9X4Ik4
https://www.youtube.com/watch?v=9hzBd4qzrLo
… and finally, a photo from Mike of the rear of the car:

Rod O’Malley purchased a 1275cc MG Midget, and rebuilt the vehicle whilst still in his teens. The car was likely an ex race vehicle, notable through things like circles being painted on the doors (under layers of paint) and the sump plug being safety wired. As part of the rebuild, Rob acquired a small Wray supercharger in pieces. Having made his own manifolds to fit the Midget, the supercharger was reworked by Wray, with the casing rebored and the rotor slots tidied up before new vanes were fitted. The supercharger developed up to 5psi, though at any more loading the single vee-belt suffered slippage or breakage… Rod got around 500 miles from any given belt. Water/methanol injection was added to the Midget. The logbooked Midget would go on to serve as Rod’s road and track car, racing at circuits including Calder, Winton and Mallala. The car also saw service in motokahanas, though would only get 1½ events between gearbox failures. A 5.3:1 differential was later fitted for the Colingrove hillclimb, with the car starting in 2nd gear. Rod eventually sold the car through MG Sales (http://mgsales.net.au/).
Ed Farrar has a Wray-blown Morris Minor ute, which has travelled some 400,000 miles in Ed’s ownership. The Wray supercharger kit was purchased through Don Hall Motors in Subiaco, Perth in the late 1970's or early 1980s. The Morrie originally had a relatively standard 948cc engine, with the Wray kit only taking a few hours to fit. The first test drive of the ute, with Ed’s father riding shotgun, showed the car to be very strong. After a lap around the block Ed pulled up in the nearest straight road… the local shopping centre. From a standing start, Ed warned his father that he would see what the Morrie would do wide open. Ed got wheel spin in first, which continued through second gear. By the time Ed found third gear he was doing twice the speed limit… an inopportune time to pass the local Policeman.
After some 100,000 miles of service Ed was tiring of the engine taking a hammering from the supercharger. He purchased a complete Morris 1100s for $200, pulled the 1100cc engine and cut the end from the crank. A piece of steel was welded to the crank end and then machined to fit the standard lightened four-bolt flywheel and a Mk1 MG Midget clutch with uprated springs. In the following 300,000 miles the Wray-blown 1100 motor would only see one rebuild and one re-ring. As one of Ed’s friends found out, it’s not a good idea to bet the ute won’t do 100mph… Ed won the wager on the way to Esperance, leaving his mates brand new Honda Accord smoking at the side of the road from having tried to keep up. The Morris has seen some good loads over it’s time, often doing diving/camping duties (driver, two passengers, diving cylinders and compressor, tent, outboard motor and fuel tank, and 10’ boat on the roof). The Morrie has a new set of vanes fitted every 20 to 30 thousand miles depending on service conditions with the rotor being given a tickle each time. Ed carries a spare set of vanes under the seat in case of emergency.
Images below of the Morrie are from Ed:


Ed has run his Wray’s hard over the years. While competing in a motorkhana at Mooliabeenee (north of Perth, Western Australia), he ran the Wray without an air filter. The gravel turned a freshly rebuilt supercharger to scrap in a single day.
Ed has also made a number of spare rotors over the years. Ed targets a drive-end rotor-to-casing clearance of 0.002”-0.004” (Norman superchargers can be set to similar tolerances, though 0.010” is typical), and a non-drive end clearance of 0.018”-0.020” (Normans are typically 0.015”, with the early Type 65’s able to be set to 0.006”-0.008”). Ed has seen some Wray superchargers with as much as 0.080” clearance.
The photo below from Ed shows a rotor being machined:

Ed and the WA MG crowd have also continued the development and upkeep of the Wray vanes. Harry Pyle has sourced vane material. At some time in the last ten years the vane material became a problem, probably because the thickness had been rounded to millimetres. Chris Foreman of Armstrong Energy (181A Star Street Carlisle, Western Australia, telephone (08) 93612761) is able to supply the thicker vanes but can also machine them to fit the rotor. He is also cutting diagonal grooves designed by Ed Farrar to help seat the vanes against the casing. Ed originally found the concept for the grooves in an American publication on sports car modification. The grooves are shown in the image below:

Note that this is similar to the grooves used in the Norman superchargers produced by Mike Norman (see image below). Eldred’s machines did not use grooves.

The Farrar-modified Wray grooves are cut to one third of the vane thickness. The grooves are used to assist the vanes in being able to move in and out of the rotor. Sliding supercharger vanes are normally a “flop” fit, though may experience some changes in dimensions due to moisture, fuel properties or dirt. If the vanes become a tight fit, the oily environment they operate in may allow them to form a seal with the rotor. In this case, the vanes will draw a vacuum at the vane root as they try to slide out, or will build pressure at the vane root as they slide back in. The grooves allow the vane root to equalize pressure, allowing the vanes to slide freely. The slots also allow some flow of air/fuel/oil around the vane, helping lubrication. The Farrar-modified Wray grooves are sufficient to eliminate vane rattle at idle. At idle speed the centripetal force on the vane is low, and they can lose contact with the casing wall, giving a rattling sound. For the (Mike) Norman superchargers, the grooves are not sufficient to stop vane rattle, and springs are fitted under the vane (the square notches in the yellow vane show above are used to seat the springs). The Farrar-modified Wray grooves are angled, helping to sweep out any debris arising from vane wear.
Ed also has a complete spare Wray supercharger, and rebuilds Zoller sliding vane superchargers. Arnold Zoller (1882-1934) was Swiss machine technician, and worked for Fiat for several years designing racing engines before co-founding a business marketing the Nazzaro car. From 1917 he worked for Argus Motoren, focussing on developing the supercharger, particularly for two-stroke engines. This lead to the invention of the Zoller sliding vane supercharger in 1927, which were used in vehicles including BMW, DKW and NSU.
Another Wray-blown Morris Minor was owned by Phil Evans from the Morris Minor Centre, Adelaide. His ute ran a standard 948cc motor with extractors and the supercharger, and was used as the regular pick-up and delivery vehicle for the business.
The photos below, from the owner, show Tim Billington’s T96 Wray. This machine was purchased by Tim from a Mr Booth of Cooroy, Queensland around two years ago. It is an early Wray, with the early Mark 1 type porting. The manifold face that can be seen with a looooong stud hanging out of one hole was later modified by Wray to have four smaller bolts in addition to the three shown on Tim’s. Tim’s fabricated tensioner is not a factory (cast) Wray unit. On the periphery of both the casing a hole is noticeable at about the one o’clock position. This hole is used to install a locating dowel, that ensures the end-plates are rotated correctly with respect to the casing’s inlet and outlet ports. The end plates have a similar hole, along with another 180º around the periphery. The original Wray tooling has provision for drilling these holes (we’ll hear more about the tooling later), though not all Wrays had the dowels drilled. The carburettor-to-supercharger manifold (complete with grey motor BXOV-1 Stromberg carburettor) was cast before the pattern was altered to allow for both downdraught and sidedraught carburettors - the sidedraught carburettor boss is absent, and the speed stripes and “W” is as cast, not machined down as per the later Wray manifolds. Tim’s machine is destined for a Holden grey motor.







Gary Crosswell’s FC sedan is Wray-blown with an L96 (serial number L96/105), running on the over-bored (149ci) Holden grey motor. In lieu of the normal Stromberg, Gary’s Wray is fed by one of Eldred Norman’s massive 3” SUs.


Video of Gary’s machine is here:
https://www.youtube.com/watch?v=0x9rSqMfkKk
5. The Last Wrays
The last production of the Wray supercharger was an order in 1983, consisting of a mix of twelve superchargers (eleven small and one large model) for the MG TC Owners Club in Perth. These were to be installed on 1250cc MG TC and TD's, with the larger supercharger for 1588cc-1622cc MGA's. Interest in the order was sparked by Ed Farrar, with the order placed by Harry Pyle. Darryl Robins and Harry attended the MG Nationals meeting in Geelong in their MGTC’s. On the return trip to Perth they called into Wray Engineering and collected the batch of superchargers. Darryl had no passenger on the trip back and was able to carry most of the superchargers on the floor of his car, whilst Harry had two behind his seat. Harry would later note that in trying to fit one of the superchargers to an MGTC, a very large hole is required in the louvered bonnet side. Harry’s son Philip engineered a clever modification, turning the supercharger so that the inlet becomes the outlet and rephasing the end plates so compression happens between the inlet port and manifold port. This also entails drilling additional holes in the end plates – see photo below

Harry would go on to run the Wray-blown MGTC for six years as everyday transport. It is suspected that the supercharger is currently running on Kevin McMahon’s MG TC & Y Special, which we saw above. Harry was told in Adelaide that the patterns for the large supercharger would be destroyed, and that his was the last of the line. Thankfully, the moulds survived, and would lead to a later generation of superchargers… more on that below. Harry’s large Wray passed on to his son Philip, then to Colin Bonney unused, then onto Mike Sherrell. John Bowles assisted Mike by designing and building brackets and a manifold to finally fit the large Wray on to Mike's MGTC Special. The supercharger and kit were later onsold to Canada (more on this below). Philip Pyle fitted his small Wray in about 1984 to his Morris Minor convertible. Some years later Peter Compton fitted his small Wray to his MGTC. Pete Harper purchased a Wray supercharger some years ago from a Mr Muir, along with the pulley/speed scale paperwork. The machine is pictured below, running a Holley Model 1904 carburettor (the 1904 was common in Judson applications). The manifolding suits the BMC "A" series engine. The machine has never been installed or run. It is likely that this machine was part of the last batch of twelve.

As noted above, Harry Pyle’s large Wray was sold on to Mike Sherrell. The supercharger was destined to be fitted to Mike’s 1949 1275cc MGTC/9349 XPAW motor. In July 1998 work began on a plenum chamber, with the supercharger being fitted over the next few months. The Wray-blown MGTC was fitted with an 1¾” S.U. carburettor, running a 0.125” jet and UVF needle. It’s first outing was at the Joondalup Round the Houses meeting in October 1998, and was nothing short of spectacular. Boost was off the dial, with the MG rocketing away from the other racers at the start, only to fuel up and bang the relief valve. The mob would then swarm past the MGTC, wreathed in clouds of black smoke. The XPAW would then clear its throat and roar away after them. With enormous torque it would rocket out of the course's tight corners and soon be up and through the pack, only to have the whole process repeat itself over and over. It may have taken some time to get the grin off Mike’s face after the race. The MGTC was in for some serious tuning before it’s next outing. A larger drive pulley was fitted, reducing supercharger speed to 85.7% of engine speed. This reduced boost to a more sane level (if 12-14psi can be called sane). The relief valve spring was reset to around 16psi, whilst the SU needle was leaned up to UVA. The distributor advance was retarded severely. Tuning on the rolling road showed the MGTC was producing 80bhp at the rear wheels, almost double the factory offering and the most the dyno operator said he had seen from this type of MG engine on his equipment. The tuned MGTC made a stunning performance at Ellenbrook, Western Australia in May 2000. A sprint had been set up around the new roads and curbs of a subdivision yet to have houses built. Such an event was perfect for the small vehicle, with more than a few eyebrows raised at the performance - 56.4sec, placing it before fiftyseven other cars including Westfields, Porsche 911s, Nissan Skylines, BMW M3Rs, a Holden VT Commodore HSV GTS, &*#@ GTHO, Lotus Elise's, Alfa Romeo's, Jaguar E Type and Datsun 260s.
While the car was performing strongly, overheating was becoming a problem on the longer events. In November of 2002 the head gasket let go at the Wanneroo Historics meeting. Tear-down showed a totally destroyed head gasket. To combat the problem, Michael tried blocking off all the water holes between head and block with cast iron inserts, though this lead to the engine running too hot. The final solution (in December 2003) copied the factory race engines, where a 1" pipe is run from the top rear core plug to the back of the cylinder head. The MGTC has run in this guise ever since with no gasket failures and at the coolest of temperatures.
Sadly, in May 2004 disaster struck in the middle of a motorkhana. The Wray seized and stopped dead, with the engine spinning at some 6000rpm. One drive belt snapped, but the other belt kept driving. The supercharger had swallowed one vane and cracked the other three. The tear-down showed the Wray driveshaft had a 270º twist, with the pulley key disintegrated. The casing liner was 0.040" out of round, and the rotor slots opened up. After some major repairs, the Wray returned to service, thought he increased clearances would only support 8psi of boost. Michael sold the Wray, which made it’s way to Vancouver, Canada. The MGT has since been Roots-blown. The photos below, from Mike, show the Wray-blown track terror:






6. Fred Radman and the Second Generation of Wray Superchargers
The Wray superchargers were largely being sold in batches to speedshops. Once the speedshops mark-up was added, the superchargers became expensive. The lack of demand for superchargers, possibly due to the ability to install a V8 engine with cheap horsepower into various cars; and the lack of enthusiasm by John Wray and staff (who in previous years had an interest in performance vehicles) led to the stop in production. The drawings, patterns and tooling were sold in about 1986 to Fred Radman, starting a new era in Wray superchargers.
In the late 1970’s, Fred’s interest in supercharging was sparked by the noise coming from a motorkhana being held in a nearby shopping centre carpark at Tea Tree Plaza, Adelaide. On investigation, Fred found one of the competitors to be running a Mini Moke, complete with Formula 5000 slicks. The owner of the vehicle was Rob Searle. Rob was serious about his motorkhana vehicles, having competed in a Morrie ute powered with a supercharged Holden 138 grey motor the year before. Rob had purchased a steel case/steel rotor air cooled Type 65 Norman in pieces, with one end plate missing and no vanes. Having remade the missing components, the Norman was mounted to the grey motor and fed by twin Strombergs in suck-through mode. The Norman was later transferred to the 1275cc Moke engine, and chain-driven. A custom cam was ground up by Chris Milton Motors. Rob found that the suck through system experienced throttle lag, and modified it to run blow-through. A single SU carburettor was mounted in a pressurised box, made from an old saucepan. The SU would later be replaced with a Reece Fish carburettor. A Stromberg throttle body was employed as a waste gate, controlled by flexing a Holden fuel pump diaphragm to begin wasting at some 15psi of boost, Under load, the induction and exhaust noise of the little brick engine was incredible. (photos: Fred Radman)



Rob would later go on to wreck out the Moke, selling the Norman to Dennis Boundy to place into a Holden museum. The ex-Moke Norman supercharger is shown in Dennis’ photo below:

Dennis is no stranger to Norman superchargers… his Norman blown FJ sedan is legendary for running some 113mph on the Lake Gairdner Great White Dyno. The FJ runs a water cooled Norman, mounted on the drivers side of the grey motor and fed by a 350 Holley. The water cooling is run through a water/air intercooler. Dennis’ photo of the Norman blown FJ are below:

A few years later, with the noise of the Norman-blown Moke still ringing in his ears, Fred went on to purchase his first supercharger. This was a small model Wray, which had come from a Renault 8 or Renault 10. A few years later still a second Wray was purchased, again small model complete with a Mini fitment kit. The earlier supercharger was onsold to Kevin Shearer, whilst Fred still has his second supercharger.
In the late 1980’s, Fred got into contact with John Wray, who in turn directed him to a Greg Pill, who had worked for Wray and had the moulds and tooling. This was around the time that the final batch of twelve superchargers was being made the MG TC Owners Club of Perth. Fred can remember meeting John Wray, who carried a small book of engineering details Fred purchased the casing moulds and tooling, and went on to cast his first supercharger. Pictured below are some of the drawings, sketches and doodlings which came with the moulds and tooling (photos: Fred Radman):





The pink drawing in the upper photo nearest the camera is a Holden grey motor manifold (sadly, no patterns or jigs exist for this one).
The small foundry used for Fred’s first casting run in Magill, Adelaide did not produce a satisfactory casting, and Fred changed to the Castech foundry (in Wingfield, South Australia - http://castech.net/) for all subsequent work. The casing castings for the Radman superchargers were done in CC601 (A356/A357) aluminium alloy, which was later heat treated. Machining of the raw castings was undertaken by Bob Jolly. Bob was an ex-Isle of Man bike racer who competed across Europe in the mid-1970s. Bob also scratch built JAP, Velocette, Triumph and Norton gear. He was also the owner of Bob Jolly and Co Machining, which still exists: http://bobjolly.com.au/.

Bob's company was started in 1979 as Bob Jolly and Co Racing, with simple turning and milling operations servicing the racing community from his St Peters, Adelaide workshop. Bob relocated his workshop to Lobethal in the Adelaide Hills, and then to 82-84 Francis Road Wingfield, where they still operate today. All the rotors machined by Bob have distinctive rotor vane slots. The profile of the slitting saw used gives radiused roots, which lowers root stress in the rotor. The photo below (from Fred) shows the radiused vane root profile:

Fred went on to make L60, L96 and T96 machines, along with one T60.
Fred had been told by John Wray that cast iron diesel cylinder liners were used as casing liners in the Wray superchargers. For Fred’s machines, steel bore casing was used, with diagonal ports. Unlike the original Wray superchargers, Fred’s machines had the liners honed. Rotors were machined from 6060 or 6061 aluminium alloy. Like the earlier Wrays, the vanes were made from Tuffnol, which Fred sourced from Cadillac Plastics in Adelaide.
Fred also has the patterns for the Mini and T96 inlet manifolds. The latter can be machined for a single barrel downdraught carburettor, or cut to suit a side-draught SU or injection throttle body.
The Radman superchargers mainly used downdraught Stromberg carburettors with a variable main metering jet. Pictured below (photo: Fred Radman) is a D5 factory down draft S.U carburettor, used on the early Radman Mini setups. The adaptor mates it to the stud pattern on the intake manifold. Whilst it worked well it was not an easy carburettor to source, and Fred soon changed to Stromberg carbs for ease of availability.

Authors note: I have named the second generation of machines (made by Fred) Radman superchargers, to differentiate them from the Wray supercharger. Fred is modest, and views them as Wrays. I personally think though that anyone who manufactures superchargers from scratch, and continues their development deserves more than a little recognition… hence I’ve kept the Radman naming.
Around one dozen of the Radman superchargers were made, with the finished machines selling for cost at around $1000. Some of the superchargers were stamped with model and serial numbers, whilst others were not. The first of the Radman superchargers was sold to Peter Wilson in Adelaide on the 15th of January 1993 as a “kit” of parts. The liner was not machined for inlet/outlet ports, with Peter undertaking his own port timing. Peter built a Morris 8 special, named Pieces of Eight. Pieces of Eight was built in South Australia between 1988 and 1990, based on a 1937 UK Morris 8 special. It is a fully CAMS accredited Group K vehicle. It has a Morris 8 four-cylinder side valve engine, with the supercharger running at 12psi. It runs a single 1¾” SU on avgas. The car has finned 8” brakes driven by original 1935 hydraulics. Suspension is by Hartford friction shock absorbers, keeping the bounce out of 16”x3½” Dunlop magna wire polished alloy wheels.

The images below (photos: Fred Radman) shows the original Radman supercharger made for Pieces of Eight, along with the original 2” SU carburettor supplied. To fit between the dumb irons on the chassis it was machined down so as to have only one bearing on the input end. The supercharger is directly driven from the Morrie’s crankshaft.


After the car was sold the supercharger rotor was subsequently shortened and a spacer fitted inside the casing to lower the capacity. Such modifications, whilst unusual, were not unique. Bob Jolly took a T96 casting and cut and shut it to make a T60 for Dave Linton (perhaps the only T60 ever made). Jim Howard from Slider Engineering hard anodised the rotor and also machined and anodised the tooth belt pulley. The cut and shut T60 unit would later be fitted to an Austin 7 race car.
The second Radman supercharger was also sold to another Morris 8 owner, with a further Radman going to an Alfa Romeo-powered Amilcar.
Fred moved to the UK, with sales of the Radman Wrays continuing in his absence by Bob Jolley, Dave Linton and Phil Evans. When Bob sold a supercharger, he often stamped a small “R” (for Robert) into the casing. The “R” is shown in the image below of a T96 Wray (photo: Fred Radman).

Fred sold two superchargers whilst in the UK to John Bibby, who rebuilt Shorrock and other superchargers. John still trades as John Bibby Superchargers (72 Feiashill Road Trysull Wolverhampton West Midlands WV5 7HT). The image below (photo: Fred Radman) was taken in the UK at John Bibby’s place, and shows a Cozette eccentric vane supercharger, a Wray L60 sliding vane supercharger and a Shorrock C75 eccentric vane supercharger.

Whilst in the UK Fred continued his research, speaking to Tuffnol about improved vane materials.
Sadly, the increasing availability of the Aisin superchargers used by Toyota reduced the market for the Radman superchargers, and no further batches were made. Fred still has a number of the castings and complete machines – the photo below (photo: Fred Radman) shows a manifold Fred recently machined:


Regards,
Harv (deputy apprentice Wray supercharger affecionado).
327 Chev EK wagon, original EK ute for Number 1 Daughter, an FB sedan meth monster project and a BB/MD grey motored FED.
Re: Harv's Norman supercharger thread
http://m.ebay.com.au/itm/121842153657?_mwBanner=1
Not sure if this is any good
Not sure if this is any good